
°°°°…к«л»’2017.10.12
°°°°єЂњ™(єЂЄж)»’2018.01.16
°°°°IPCЈ÷јаЇ≈C02F9/14; C02F103/44
°°°°’™“™
°°°°±ЊЈҐ√ч…жЉ∞“ї÷÷єЂ¬Ј”Ќєё≥µ«еѕі’ЊќџЋЃќёЇ¶їѓїЎ”√і¶јнѕµЌ≥£ђЋь∞ьј®£Ї—б—хЈі”¶≥Ў°ҐЄф”Ќ≥Ў°Ґїмƒэ≥Ў°ҐЇ√—хЈі”¶≥Ў°Ґ≥Ѕµн≥Ў°ҐFentonЈі”¶≥Ў°ҐїЎ”√ЋЃ≤џ°Ґ«еѕі„∞÷√°Ґ…ъїоќџЋЃ ’Љѓ≥Ў°ҐїѓЈа≥Ў°Ґ’”∆ш∆шƒ“ЇЌЉ”»»єш¬ѓ£ђЋщ ц—б—хЈі”¶≥Ў”…—б—хЈі”¶Ќ∞ЇЌ—б—хЈі”¶Ќ∞ЌвµƒЉ–≤г„й≥…°£±ЊЈҐ√чїєћбє©“ї÷÷єЂ¬Ј”Ќєё≥µ«еѕі’ЊќџЋЃќёЇ¶їѓїЎ”√і¶јнЈљЈ®°£±ЊЈҐ√чµƒ„∞÷√ЇЌЈљЈ®ƒ№љЂєЂ¬Ј”Ќєё≥µ«еѕі’Њ≤ъ…ъµƒ«еѕіЈѕЋЃ°Ґ…ъїоќџЋЃЇЌїѓЈа≥ЎЈѕЋЃє≤Ќђі¶јн£ђ”––ІљвЊцЅЋЉ”»»єш¬ѓ»ЉЅѕќ ћвЇЌїѓЈа≥ЎЈѕЋЃќёЇ¶їѓЉ∞∆д„ ‘іїѓјы”√ќ ћв£ђћЎ±р «ґ‘«еѕіЋЃ”а»»µƒјы”√£ђ„оіу≥ћґ»µƒљµµЌЅЋ”Ќєё≥µ«еѕі’Њƒ№Їƒ°ҐќпЇƒ£ђљЏ‘Љ‘Ћ––≥…±Њ30%“‘…ѕ£ђ≤Ґ µѕ÷ЅЋЈѕЋЃ—≠їЈјы”√ƒњ±кЇЌ°∞Ѕг≈≈Ј≈°±ƒњ±к°£
°°°°»®јы“™«у й
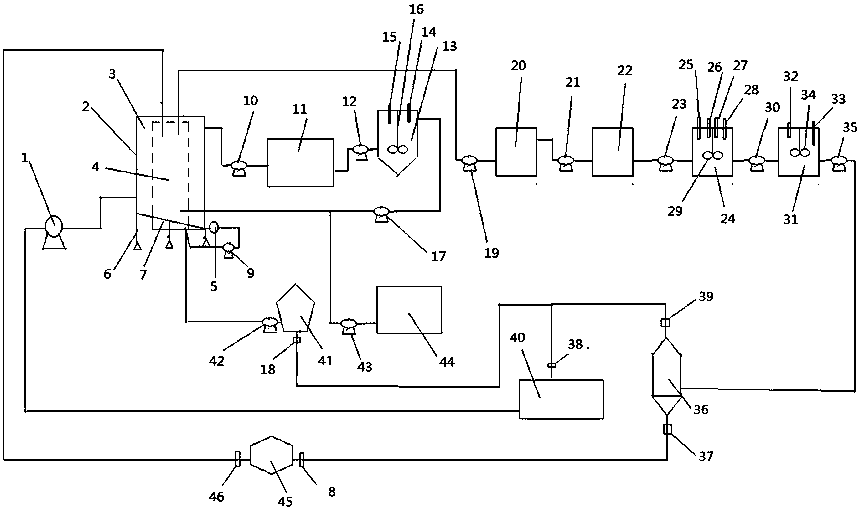
°°°°1.“ї÷÷єЂ¬Ј”Ќєё≥µ«еѕі’ЊќџЋЃќёЇ¶їѓїЎ”√і¶јнѕµЌ≥£ђ∆дћЎ’ч‘Џ”Џ£ђЋь∞ьј®£Ї—б—хЈі”¶≥Ў°ҐЄф”Ќ≥Ў°Ґїмƒэ≥Ў°ҐЇ√—хЈі”¶≥Ў°Ґ≥Ѕµн≥Ў°ҐFentonЈі”¶≥Ў°ҐїЎ”√ЋЃ≤џ°Ґ«еѕі„∞÷√°Ґ…ъїоќџЋЃ ’Љѓ≥Ў°ҐїѓЈа≥Ў°Ґ’”∆ш∆шƒ“ЇЌЉ”»»єш¬ѓ£ђЋщ ц—б—хЈі”¶≥Ў”…—б—хЈі”¶Ќ∞ЇЌ—б—хЈі”¶Ќ∞ЌвµƒЉ–≤г„й≥…£ђЋщ ц«еѕі„∞÷√µƒ≥еѕі”Ќєё≥µЇуµƒ«еѕіЋЃ≥цњЏЊ≠≥йќь±√љ”Ћщ цЉ–≤㵄≤њµƒ«еѕіЋЃљшњЏ£ђЋщ цЉ–≤г…ѕ≤њµƒ«еѕіЋЃ≥цњЏЊ≠µЏ“ї≈≈ЋЃ±√љ”Ћщ цЄф”Ќ≥Ў÷–≤њљшЋЃњЏ£ђЋщ цЄф”Ќ≥Ў÷–ѕ¬≤њ≥цЋЃњЏЊ≠µЏґю≈≈ЋЃ±√љ”Ћщ цїмƒэ≥ЎљшЋЃњЏ, Ћщ цїмƒэ≥Ў≥цЋЃњЏЊ≠µЏ»э≈≈ЋЃ±√љ”Ћщ ц—б—хЈі”¶Ќ∞µ„≤њљшЋЃњЏ£ђЋщ ц…ъїоќџЋЃ ’Љѓ≥Ў≥цЋЃњЏЊ≠µЏЊ≈≈≈ЋЃ±√љ”—б—хЈі”¶Ќ∞µ„≤њљшЋЃњЏ£ђЋщ цїѓЈа≥Ў≥цЋЃњЏЊ≠µЏ“ї≈≈ƒа±√љ”Ћщ ц—б—хЈі”¶Ќ∞µ„≤њљшЅѕњЏ£ђЋщ ц—б—хЈі”¶Ќ∞µƒ’”∆ш≥цњЏЊ≠µЏ“їњЎ÷∆ЈІљ”Ћщ ц’”∆ш∆шƒ“’”∆шљшњЏ£ђЋщ ц—б—хЈі”¶Ќ∞…ѕ≤њ≥цЋЃњЏЊ≠µЏЋƒ≈≈ЋЃ±√љ”Ћщ цЇ√—хЈі”¶≥ЎљшЋЃњЏ£ђЋщ цЇ√—хЈі”¶≥Ў≥цЋЃњЏЊ≠µЏќе≈≈ЋЃ±√љ”Ћщ ц≥Ѕµн≥ЎљшЋЃњЏ£ђЋщ ц≥Ѕµн≥Ў≥цЋЃњЏЊ≠µЏЅщ≈≈ЋЃ±√љ”Ћщ цFentonЈі”¶≥ЎљшЋЃњЏ£ђЋщ цFentonЈі”¶≥Ў≥цЋЃњЏЊ≠µЏ∆я≈≈ЋЃ±√љ”Ћщ цїЎ”√ЋЃ≤џљшЋЃњЏ£ђЋщ цїЎ”√ЋЃ≤џљшЋЃњЏЊ≠µЏ∞Ћ≈≈ЋЃ±√љ”Ћщ цЉ”»»єш¬ѓљшЋЃњЏ£ђЋщ цЉ”»»єш¬ѓ’ф∆ыїт»»ЋЃ≥цњЏЊ≠µЏґюњЎ÷∆ЈІЇу£ђ“ї¬ЈЊ≠µЏ»эњЎ÷∆ЈІљ”Ћщ ц«еѕі„∞÷√»»ЋЃљшњЏ£ђЅн“ї¬ЈЊ≠µЏЋƒњЎ÷∆ЈІљ”Ћщ цїѓЈа≥Ў’ф∆ыљшњЏ£ђЋщ ц’”∆ш∆шƒ“’”∆ш≥цњЏЊ≠µЏќењЎ÷∆ЈІ°ҐµЏЅщњЎ÷∆ЈІЇуљ”Љ”»»єш¬ѓ»Љ∆ш»лњЏ°£
°°°°2.ЄщЊЁ»®јы“™«у1Ћщ цµƒ“ї÷÷єЂ¬Ј”Ќєё≥µ«еѕі’ЊќџЋЃќёЇ¶їѓїЎ”√і¶јнѕµЌ≥£ђ∆дћЎ’ч‘Џ”Џ£ђЋщ ц—б—хЈі”¶≥Ў…ѕµƒЉ–≤гµƒµ„∞еѕт“ї≤а«г–±20°г°£
°°°°3.ЄщЊЁ»®јы“™«у2Ћщ цµƒ“ї÷÷єЂ¬Ј”Ќєё≥µ«еѕі’ЊќџЋЃќёЇ¶їѓїЎ”√і¶јнѕµЌ≥£ђ∆дћЎ’ч‘Џ”Џ£ђЋщ ц—б—хЈі”¶≥Ў”…÷І≥≈Љ№÷І≥≈£ђЋщ цµ„∞е…ѕґЋ√жµЌґЋµƒ≈≈ƒањЏЊ≠µЏґю≈≈ƒа±√љ”Ћщ ц—б—хЈі”¶Ќ∞µ„≤њљшЅѕњЏ°£
°°°°4.ЄщЊЁ»®јы“™«у1Ћщ цµƒ“ї÷÷єЂ¬Ј”Ќєё≥µ«еѕі’ЊќџЋЃќёЇ¶їѓїЎ”√і¶јнѕµЌ≥£ђ∆дћЎ’ч‘Џ”Џ£ђЋщ цїмƒэ≥ЎƒЏ…и”–Љ”“©є№°ҐµЏ“їpH÷µЉм≤й∆чЇЌµЏ“їљЅ∞и∆ч;Ћщ цFentonЈі”¶≥ЎƒЏ…и÷√Љ”H2O2є№°ҐЉ”Fe2+є№°ҐµЏ“їµчpH÷µє№°ҐµЏґюpH÷µЉм≤й∆чЉ∞µЏґюљЅ∞и∆ч;Ћщ цїЎ”√ЋЃ≤џ≈д”–µЏґюµчpH÷µє№°ҐµЏ»эpH÷µЉм≤й∆чЇЌµЏ»эљЅ∞и∆ч°£
°°°°5.ЄщЊЁ»®јы“™«у1Ћщ цµƒ“ї÷÷єЂ¬Ј”Ќєё≥µ«еѕі’ЊќџЋЃќёЇ¶їѓїЎ”√і¶јнѕµЌ≥£ђ∆дћЎ’ч‘Џ”Џ£ђЋщ ц—б—хЈі”¶Ќ∞ќ™Ќк»ЂїмЇѕ љ—б—хЈі”¶∆ч°Ґ—б—х¬Ћ≥Ў°Ґ—б—х–т≈ъ љЈі”¶∆ч°Ґ—б—хµ≤∞еЈі”¶∆ч°Ґ…ѕЅч љ—б—хќџƒаі≤°Ґ—б—х≈т’Ќњ≈Ѕ£ќџƒаі≤їтƒЏ—≠їЈЈі”¶∆ч;Ћщ цЄф”Ќ≥Ўќ™∆љЅч љЄф”Ќ≥Ўїт–±∞еЄф”Ќ≥Ў;Ћщ цЇ√—хЈі”¶≥Ўќ™Ї√—хїо–‘ќџƒаЈ®Јі”¶∆ч;Ћщ ц≥Ѕµн≥Ўќ™∆љЅч љ≥Ѕµн≥Ў°ҐЈшЅч љ≥Ѕµн≥Ўїт–±∞е≥Ѕµн≥Ў°£
°°°°6.“ї÷÷єЂ¬Ј”Ќєё≥µ«еѕі’ЊќџЋЃќёЇ¶їѓїЎ”√і¶јнЈљЈ®£ђјы”√»®јы“™«у1÷Ѕ5Ћщ цµƒ»ќ“ї÷÷єЂ¬Ј”Ќєё≥µ«еѕі’ЊќџЋЃќёЇ¶їѓїЎ”√і¶јнѕµЌ≥£ђ∆дћЎ’ч‘Џ”Џ£ђЄ√ЈљЈ®∞ьј®»зѕ¬≤љ÷и£Ї
°°°°1)Ќ®єэ≥йќь±√љЂ«еѕіЋЃ÷±љ”іт»л—б—хЈі”¶≥ЎµƒЉ–≤гјп£ђЌ£Ѕф8-12–° ±ЇуЌ®єэµЏ“ї≈≈ЋЃ±√љЂЉ–≤гјпµƒ«еѕіЋЃ≈≈»лЄф”Ќ≥Ў;
°°°°2)Ќ®єэµЏґю≈≈ЋЃ±√љЂЄф”Ќ≥ЎјпЊ≠Єф”ЌЇуµƒ«еѕіЋЃ≈≈»лїмƒэ≥Ў£ђ≤ҐЉ”»лїмƒэЉЅ£ђљЅ∞и20Ј÷÷”ЇуЊ≤÷√0.5-1h;
°°°°3)Ќ®єэµЏ»э≈≈ЋЃ±√љЂїмƒэ≥ЎјпЊ≠їмƒэЇуµƒ≥цЋЃ≈≈»л—б—хЈі”¶Ќ∞,Ќ®єэµЏЊ≈≈≈ЋЃ±√љЂ…ъїоќџЋЃ ’Љѓ≥Ў ’ЉѓµƒєЂ¬Ј”Ќєё≥µ«еѕі’Њ≤ъ…ъµƒ…ъїоќџЋЃ≈≈»л—б—хЈі”¶Ќ∞;Ќ®єэµЏ“ї≈≈ƒа±√љЂїѓЈа≥Ў ’ЉѓµƒєЂ¬Ј”Ќєё≥µ«еѕі’Њ≤ъ…ъµƒїѓЈа≥ЎЈѕЋЃ≈≈»л—б—хЈі”¶Ќ∞;
°°°°4)ітњ™µЏ“їњЎ÷∆ЈІ£ђ—б—хЈі”¶Ќ∞—б—хЈҐљЌ≤ъ…ъµƒ’”∆ш”…’”∆ш∆шƒ“ ’Љѓ;
°°°°5)Ќ®єэµЏЋƒ≈≈ЋЃ±√љЂ—б—хЈі”¶Ќ∞јпЊ≠—б—хЈі”¶Їуµƒ≥цЋЃ≈≈»лЇ√—хЈі”¶≥Ўјп;
°°°°6)Ќ®єэµЏќе≈≈ЋЃ±√љЂЇ√—хЈі”¶≥ЎјпЊ≠Ї√—хЈі”¶Їуµƒ≥цЋЃ≈≈»л≥Ѕµн≥Ў;
°°°°7)Ќ®єэµЏЅщ≈≈ЋЃ±√љЂ≥Ѕµн≥ЎјпЊ≠≥ЅµнЇуµƒ≥цЋЃ≈≈»лFentonЈі”¶≥Ў£ђ»їЇуЉ”»л30% H2O2°ҐFeSO4•7H2O£ђ∆д÷–Fe2+: H2O2µƒ÷ Ѕњ±»ќ™1:20-1:25£ђFeSO4•7H2OЌґЉ”Ѕњќ™0.5g/L;”√5MµƒЅтЋбјіµчљЏpH÷µ3.0-4.0£ђљЅ∞иЈі”¶0.5hЇуЊ≤÷√1.5h;
°°°°8)Ќ®єэµЏ∆я≈≈ЋЃ±√љЂFentonЈі”¶≥ЎјпЊ≠FentonЈі”¶Їуµƒ≥цЋЃ„чќ™їЎ”√ЋЃ≈≈»лїЎ”√ЋЃ≤џ;Љ”»л±•ЇЌNaOH»№“ЇµчљЏїЎ”√ЋЃpH÷µ6.5-7.0£ђљЅ∞иїм‘»Љіњ…±Є”√;
°°°°9)Ќ®єэµЏ∞Ћ≈≈ЋЃ±√љЂїЎ”√ЋЃ≤џјпµƒїЎ”√ЋЃ≈≈»лЉ”»»єш¬ѓ£ђЉ”»»єш¬ѓЋщ–и’”∆ш”…’”∆ш∆шƒ“є©Єш£ђЉ”»»єш¬ѓ≤ъ…ъ»»ЋЃїт’ф∆ы£ђ≤ъ…ъµƒ»»ЋЃЌ®єэµЏґюњЎ÷∆ЈІ°ҐµЏ»эњЎ÷∆ЈІћбє©Єш«еѕі„∞÷√љш––«еѕі”Ќєё≥µ£ђ≤ъ…ъµƒ’ф∆ыЌ®єэµЏґюњЎ÷∆ЈІ°ҐµЏЋƒњЎ÷∆ЈІћбє©ЄшїѓЈа≥Ўљш––ќёЇ¶їѓі¶јн°£
°°°°7.ЄщЊЁ»®јы“™«у6Ћщ цµƒ“ї÷÷єЂ¬Ј”Ќєё≥µ«еѕі’ЊќџЋЃќёЇ¶їѓїЎ”√і¶јнЈљЈ®£ђ∆дћЎ’ч‘Џ”Џ£ђїмƒэЉЅќ™є§“µ”√ЅтЋб¬Ѕ°ҐЊџЇѕЅтЋб¬Ѕ°ҐЊџЇѕ¬»їѓ¬Ѕ°Ґ¬»їѓћъ÷–µƒ»ќ“в“ї÷÷£ђ”√Ѕњќ™0.5g/L£ђЉ”»л«∞ѕ»≈д÷∆≥…±•ЇЌ»№“Ї°£
°°°°8.ЄщЊЁ»®јы“™«у6Ћщ цµƒ“ї÷÷єЂ¬Ј”Ќєё≥µ«еѕі’ЊќџЋЃќёЇ¶їѓїЎ”√і¶јнЈљЈ®£ђ∆дћЎ’ч‘Џ”Џ£ђ—б—хЈі”¶Ќ∞ƒЏµƒќџƒа≈®ґ»±£≥÷‘Џ6000mg/L“‘…ѕ£ђќџƒа”лЊ≠їмƒэі¶јнЇуµƒ«еѕіЋЃµƒћеїэ±»‘Џ1:1-1:4÷ЃЉд£ђЋЃЅ¶Ќ£Ѕф ±Љд‘Џ2-5ћм°£
°°°°9.ЄщЊЁ»®јы“™«у6Ћщ цµƒ“ї÷÷єЂ¬Ј”Ќєё≥µ«еѕі’ЊќџЋЃќёЇ¶їѓїЎ”√і¶јнЈљЈ®£ђ∆дћЎ’ч‘Џ”Џ£ђЇ√—хЈі”¶≥Ўµƒќџƒа≈®ґ»±£≥÷‘Џ3200-5000mg/L£ђ∆Ў∆шљ„ґќ»№љв—хњЎ÷∆‘Џ2.5-3.5mg/L£ђ∆Ў∆ш ±Љдќ™6h°£
°°°°Ћµ√ч й
°°°°“ї÷÷єЂ¬Ј”Ќєё≥µ«еѕі’ЊќџЋЃќёЇ¶їѓїЎ”√і¶јнѕµЌ≥
°°°°ЉЉ хЅм”т
°°°°±ЊЈҐ√ч…жЉ∞“ї÷÷єЂ¬Ј”Ќєё≥µ«еѕі’ЊќџЋЃќёЇ¶їѓїЎ”√і¶јнѕµЌ≥£ђ ф”Џє§“µЈѕЋЃі¶јнЉЉ хЅм”т£ђ µѕ÷єЂ¬Ј”Ќєё≥µ«еѕі’ЊЈѕЋЃ—≠їЈјы”√ЇЌ°∞Ѕг≈≈Ј≈°±ƒњ±к°£
°°°°±≥Њ∞ЉЉ х
°°°°єЂ¬Ј”Ќєё≥µ « Ґ„∞ЇЌ дЋЌ”Ќ∆Јµƒ÷Ў“™є§Њя£ђ‘Џќ“єъЄчіу ѓїѓЅґ”ЌїщµЎЊщ”–єгЈЇ”¶”√£ђ”…”ЏєЂ¬Јљ®…иµƒ—Є√ЌЈҐ’єєЂ¬Ј”Ќєё≥µ эЅњЇЌ»ЁЅњ“≤‘Џ÷рƒк‘цґаЇЌј©іу°£“їЄціу–Ќ ѓїѓїщµЎ∆љЊщ”µ”–єё≥µ эЅњќ™6000ћ®“‘…ѕ£ђ∆љЊщ√њЅЊ≥µ√њƒк«еѕі10іќ£ђ√њіќЇƒЋЃ50ґ÷£ђ»ЂƒкљЂѕыЇƒ300Ќтґ÷ЋЃ°£є§“µ”√ЋЃ‘Љ3‘™/ґ÷£ђі¶јнЇуљш––‘ўјы”√‘тљЏ °”√ЋЃ900Ќт‘™/ƒк£ђ”–Ј«≥£іуµƒЊ≠Љ√–І“ж°£∆діќ£ђљьƒкјіЋж„≈»Ђ…зїбїЈ±£“в ґµƒћбЄяЇЌґ‘їЈ±£±к„Љ“™«уµƒ…эЉґ£ђЄчѕоќџ»Њ÷ќјніл ©Ѕ¶ґ»‘ЏЉ”іу£ђ”Ќєё≥µµƒќџ»Њќ ћв“э∆рЅЋїЈ±£є§„ч’яµƒєгЈЇєЎ„Ґ°£”Ќєё≥µ‘Џїї„∞ќпЅѕ°Ґґ®∆Џ«ејнЇЌЉм–ёєэ≥ћ÷– „ѕ»≤ъ…ъіуЅњµƒќџЋЃ£ђћЎ±р «єё≥µЋщ„∞”Ќ∆Ј÷÷јаµƒ≤їЌђµЉ÷¬ќџЋЃ≥…Ј÷Єі‘”£ђќџЋЃ”ЌЇђЅњ≥£≥ђєэ500mg/L£ђЌђ ±њ…ƒ№Їђ”–Ѕтїѓќп°Ґ±љ°Ґї”ЈҐЈ”ЇЌЋƒ““їщ«¶µ»ґЊ–‘љѕіуµƒќџ»Њќп£ђ‘м≥…ЅЋ÷№±яїЈЊ≥µƒ—ѕ÷Ўќџ»Њ°£
°°°°ґ‘”ЏЇђ”ЌЈѕЋЃµƒі¶јн£ђ≥£≤…”√°∞Єф”Ќ-їмƒэ/∆шЄ°-…ъїѓ°±јѕ»эћ„і¶јнє§“’°£µЂ”…”Џ”Ќєё≥µ«еѕі ±”√ЋЃ «Єяќ¬ЋЃїтЄяќ¬’ф∆ы£ђ«еѕіЇу≥цЋЃќ¬ґ»»‘»їЇ№Єя£ђ∆љЊщќ™55°ж£ђ«еѕіЋЃєэЄяµƒќ¬ґ»≤їјы”Џ…ъїѓі¶јн°£∆діќ£ђЄяќ¬«еѕіЋЃ÷±љ”≈≈»лЄф”Ќ≥ЎЇу£ђљµµЌЄф”Ќ–Ієы£ђЉ”…о”Ќµƒ»йїѓ≥ћґ»£ђі”ґшЉ”іуЇу–ш…ъїѓі¶јн”–їъЄЇЇ…°£Ћщ“‘Ќ®≥£”Ќєё≥µ«еѕі’Њ‘ЏЄф”Ќ≥Ў«∞Њщїб…и÷√їЇ≥е≥Ў£ђ“‘љµµЌќ¬ґ»£ђµЂ’вїб‘м≥…іуЅњµƒ”а»»±їјЋЈ—£ђ”ЏљЏƒ№≤їјы£ђЌђ ±“≤їб≤ъ…ъіу∆шќџ»Њ°£“тіЋ£ђ”Ќєё≥µ«еѕіЋЃЋЃ÷ Њя”–ћЎ в–‘£ђ єµ√≥£єжµƒїмƒэЇЌ…ъїѓє§“’і¶јн–І¬ µЌ£ђƒ—“‘¬ъ„г∆діп±к≈≈Ј≈µƒ“™«у°£‘ўіќ£ђ«еѕієё≥µ–иЋЃЅњіу£ђЄщЊЁƒњ«∞їЈ±£ЈҐ’є–ќ ∆£ђґ‘єё≥µ«еѕіЋЃі¶јнЇуљш––їЎ”√ «іЋЈѕЋЃі¶јнЉЉ хµƒЈҐ’єЈљѕт°£
°°°°ЅнЌв£ђ«еѕі”Ќєё≥µ ±–иЉ”»»ЋЃїт≤ъ’ф∆ы£ђЋщ“‘єш¬ѓ–и“™µƒ»ЉЅѕ’Љ‘Ћ––≥…±Њµƒ»®÷ЎЇ№іу£ђ√Їќ™»ЉЅѕ ±»Љ…’єэ≥ћ“≤їб‘м≥…іу∆шќџ»Њ°£ґшјы”√—б—х≤ъ…ъЉ„Ќй„чќ™»ЉЅѕ‘тњ…√÷≤є’в–©»±ѕЁ°£’лґ‘”Ќєё≥µ«еѕі’Њ≤ъ…ъµƒЄчјаќџЋЃЇЌ”√ЋЃћЎµг£ђ±Њ„®јыґ‘—б—х„∞÷√ЇЌі¶јнѕµЌ≥љш––ћЎ в…иЉ∆£ђ”––Іјы”√”Ќєё≥µ«еѕіЋЃ”а»»£ђЉЂіуµЎљµµЌЅЋЈѕЋЃ÷–”Ќµƒ»йїѓ≥ћґ»£ђћбЄяЄф”Ќ–І¬ ‘Љ15%“‘…ѕ£ђЌ®єэћнЉ”їѓЈа≥ЎЈѕЋЃћбЄя—б—хЈі”¶∆ч’”∆ш≤ъЅњЇЌ÷ Ѕњ£ђ’”∆ш„чќ™єш¬ѓ…ъ≤ъ’ф∆ы(їт»»ЋЃ)µƒƒ№‘і£ђЌђ ±јы”√’ф∆ы(їт»»ЋЃ)ґ‘їѓЈа≥ЎЈѕЋЃљш––ќёЇ¶і¶јн£ђ’в—щ–ќ≥…ЅЋќп÷ ЇЌƒ№ЅњЅчґѓµƒ±’¬Ј—≠їЈ£ђ„оіу≥ћґ»µƒљµµЌ”Ќєё≥µ«еѕі’Њƒ№Їƒ°ҐќпЇƒ£ђљЏ‘Љ‘Ћ––≥…±Њ30%“‘…ѕ£ђі¶јнЇу≥цЋЃіпµљ«ћъ¬ЈїЎ”√ЋЃЋЃ÷ ±к„Љ»(TB 3007-2000)£ђ„о÷’ µѕ÷ЅЋ”Ќєё≥µ«еѕі’Њ—≠їЈЊ≠Љ√ЇЌ°∞Ѕг≈≈Ј≈°±µƒƒњ±к°£
°°°°ЈҐ√чƒЏ»Ё
°°°°±ЊЈҐ√ч’лґ‘”Ќєё≥µ«еѕі’Њ”√ЋЃЇЌ«еѕіЋЃћЎµг£ђћбє©“ї÷÷єЂ¬Ј”Ќєё≥µ«еѕі’ЊќџЋЃќёЇ¶їѓїЎ”√і¶јнѕµЌ≥£ђЋьƒ№ є«еѕіЋЃµƒ”а»»µ√“‘јы”√£ђ”––ІћбЄяЄф”Ќ–ІєыЇЌ…ъїѓі¶јн–Ієы£ђ≤Ґ«“јы”√їѓЈа≥ЎЈѕЋЃћбЄя—б—хЈі”¶∆ч’”∆ш≤ъЅњЇЌ÷ Ѕњ£ђґ‘ЄчјаќџЋЃ’ыЇѕі¶јн–ќ≥…±’¬Ј—≠їЈ£ђљЏ‘ЉЅЋ’ЉµЎ√жїэ£ђљµµЌ‘Ћ––≥…±Њ30%“‘…ѕ£ђ„о÷’ µѕ÷ЅЋ—≠їЈЊ≠Љ√ЇЌ°∞Ѕг≈≈Ј≈°±µƒƒњ±к°£
°°°°ќ™ µѕ÷…ѕ цƒњµƒ£ђ±ЊЈҐ√чћбє©»зѕ¬ЉЉ хЈљ∞Є£Ї“ї÷÷єЂ¬Ј”Ќєё≥µ«еѕі’ЊќџЋЃќёЇ¶їѓїЎ”√і¶јнѕµЌ≥£ђЋь∞ьј®£Ї—б—хЈі”¶≥Ў°ҐЄф”Ќ≥Ў°Ґїмƒэ≥Ў°ҐЇ√—хЈі”¶≥Ў°Ґ≥Ѕµн≥Ў°ҐFentonЈі”¶≥Ў°ҐїЎ”√ЋЃ≤џ°Ґ«еѕі„∞÷√°Ґ…ъїоќџЋЃ ’Љѓ≥Ў°ҐїѓЈа≥Ў°Ґ’”∆ш∆шƒ“ЇЌЉ”»»єш¬ѓ£ђЋщ ц—б—хЈі”¶≥Ў”…—б—хЈі”¶Ќ∞ЇЌ—б—хЈі”¶Ќ∞ЌвµƒЉ–≤г„й≥…£ђЋщ ц«еѕі„∞÷√µƒ≥еѕі”Ќєё≥µЇуµƒ«еѕіЋЃ≥цњЏЊ≠≥йќь±√љ”Ћщ цЉ–≤㵄≤њµƒ«еѕіЋЃљшњЏ£ђЋщ цЉ–≤г…ѕ≤њµƒ«еѕіЋЃ≥цњЏЊ≠µЏ“ї≈≈ЋЃ±√љ”Ћщ цЄф”Ќ≥Ў÷–≤њљшЋЃњЏ£ђЋщ цЄф”Ќ≥Ў÷–ѕ¬≤њ≥цЋЃњЏЊ≠µЏґю≈≈ЋЃ±√љ”Ћщ цїмƒэ≥ЎљшЋЃњЏ, Ћщ цїмƒэ≥Ў≥цЋЃњЏЊ≠µЏ»э≈≈ЋЃ±√љ”Ћщ ц—б—хЈі”¶Ќ∞µ„≤њљшЋЃњЏ£ђЋщ ц…ъїоќџЋЃ ’Љѓ≥Ў≥цЋЃњЏЊ≠µЏЊ≈≈≈ЋЃ±√љ”—б—хЈі”¶Ќ∞µ„≤њљшЋЃњЏ£ђЋщ цїѓЈа≥Ў≥цЋЃњЏЊ≠µЏ“ї≈≈ƒа±√љ”Ћщ ц—б—хЈі”¶Ќ∞µ„≤њљшЅѕњЏ£ђЋщ ц—б—хЈі”¶Ќ∞µƒ’”∆ш≥цњЏЊ≠µЏ“їњЎ÷∆ЈІљ”Ћщ ц’”∆ш∆шƒ“’”∆шљшњЏ£ђЋщ ц—б—хЈі”¶Ќ∞…ѕ≤њ≥цЋЃњЏЊ≠µЏЋƒ≈≈ЋЃ±√љ”Ћщ цЇ√—хЈі”¶≥ЎљшЋЃњЏ£ђЋщ цЇ√—хЈі”¶≥Ў≥цЋЃњЏЊ≠µЏќе≈≈ЋЃ±√љ”Ћщ ц≥Ѕµн≥ЎљшЋЃњЏ£ђЋщ ц≥Ѕµн≥Ў≥цЋЃњЏЊ≠µЏЅщ≈≈ЋЃ±√љ”Ћщ цFentonЈі”¶≥ЎљшЋЃњЏ£ђЋщ цFentonЈі”¶≥Ў≥цЋЃњЏЊ≠µЏ∆я≈≈ЋЃ±√љ”Ћщ цїЎ”√ЋЃ≤џљшЋЃњЏ£ђЋщ цїЎ”√ЋЃ≤џљшЋЃњЏЊ≠µЏ∞Ћ≈≈ЋЃ±√љ”Ћщ цЉ”»»єш¬ѓљшЋЃњЏ£ђЋщ цЉ”»»єш¬ѓ’ф∆ыїт»»ЋЃ≥цњЏЊ≠µЏґюњЎ÷∆ЈІЇу£ђ“ї¬ЈЊ≠µЏ»эњЎ÷∆ЈІљ”Ћщ ц«еѕі„∞÷√»»ЋЃљшњЏ£ђЅн“ї¬ЈЊ≠µЏЋƒњЎ÷∆ЈІљ”Ћщ цїѓЈа≥Ў’ф∆ыљшњЏ£ђЋщ ц’”∆ш∆шƒ“’”∆ш≥цњЏЊ≠µЏќењЎ÷∆ЈІ°ҐµЏЅщњЎ÷∆ЈІЇуљ”Љ”»»єш¬ѓ»Љ∆ш»лњЏ°£
°°°°„чќ™±ЊЈҐ√чµƒљш“ї≤љЈљ∞Є£ђЋщ ц—б—хЈі”¶≥Ў…ѕµƒЉ–≤гµƒµ„∞еѕт“ї≤а«г–±20°г°£
°°°°„чќ™±ЊЈҐ√чµƒљш“ї≤љЈљ∞Є£ђЋщ ц—б—хЈі”¶≥Ў”…÷І≥≈Љ№÷І≥≈£ђЋщ цµ„∞е…ѕґЋ√жµЌґЋµƒ≈≈ƒањЏЊ≠µЏґю≈≈ƒа±√љ”Ћщ ц—б—хЈі”¶Ќ∞µ„≤њљшЅѕњЏ°£
°°°°„чќ™±ЊЈҐ√чµƒљш“ї≤љЈљ∞Є£ђЋщ цїмƒэ≥ЎƒЏ…и”–Љ”“©є№°ҐµЏ“їpH÷µЉм≤й∆чЇЌµЏ“їљЅ∞и∆ч;Ћщ цFentonЈі”¶≥ЎƒЏ…и÷√Љ”H2O2є№°ҐЉ”Fe2+є№°ҐµЏ“їµчpH÷µє№°ҐµЏґюpH÷µЉм≤й∆чЉ∞µЏґюљЅ∞и∆ч;Ћщ цїЎ”√ЋЃ≤џ≈д”–µЏґюµчpH÷µє№°ҐµЏ»эpH÷µЉм≤й∆чЇЌµЏ»эљЅ∞и∆ч°£
°°°°„чќ™±ЊЈҐ√чµƒљш“ї≤љЈљ∞Є£ђЋщ ц—б—хЈі”¶Ќ∞ќ™Ќк»ЂїмЇѕ љ—б—хЈі”¶∆ч(CSTR)°Ґ—б—х¬Ћ≥Ў(AF)°Ґ—б—х–т≈ъ љЈі”¶∆ч(ASBR)°Ґ—б—хµ≤∞еЈі”¶∆ч(ABR)°Ґ…ѕЅч љ—б—хќџƒаі≤(UASB)°Ґ—б—х≈т’Ќњ≈Ѕ£ќџƒаі≤(EGSB)їтƒЏ—≠їЈ(IC)Јі”¶∆ч;Ћщ цЄф”Ќ≥Ўќ™∆љЅч љЄф”Ќ≥Ўїт–±∞еЄф”Ќ≥Ў;Ћщ цЇ√—хЈі”¶≥Ўќ™Ї√—хїо–‘ќџƒаЈ®Јі”¶∆ч;Ћщ ц≥Ѕµн≥Ўќ™∆љЅч љ≥Ѕµн≥Ў°ҐЈшЅч љ≥Ѕµн≥Ўїт–±∞е≥Ѕµн≥Ў°£
°°°°ЅнЌв£ђ±ЊЈҐ√чїєћбє©“ї÷÷єЂ¬Ј”Ќєё≥µ«еѕі’ЊќџЋЃќёЇ¶їѓїЎ”√і¶јнЈљЈ®£ђјы”√…ѕ цµƒ“ї÷÷єЂ¬Ј”Ќєё≥µ«еѕі’ЊќџЋЃќёЇ¶їѓїЎ”√і¶јнѕµЌ≥£ђЄ√ЈљЈ®∞ьј®»зѕ¬≤љ÷и£Ї
°°°°1)Ќ®єэ≥йќь±√љЂ«еѕіЋЃ÷±љ”іт»л—б—хЈі”¶≥ЎµƒЉ–≤гјп£ђЌ£Ѕф8-12–° ±ЇуЌ®єэµЏ“ї≈≈ЋЃ±√љЂЉ–≤гјпµƒ«еѕіЋЃ≈≈»лЄф”Ќ≥Ў;
°°°°2)Ќ®єэµЏґю≈≈ЋЃ±√љЂЄф”Ќ≥ЎјпЊ≠Єф”ЌЇуµƒ«еѕіЋЃ≈≈»лїмƒэ≥Ў£ђ≤ҐЉ”»лїмƒэЉЅ£ђљЅ∞и20Ј÷÷”ЇуЊ≤÷√0.5-1h;
°°°°3)Ќ®єэµЏ»э≈≈ЋЃ±√љЂїмƒэ≥ЎјпЊ≠їмƒэЇуµƒ≥цЋЃ≈≈»л—б—хЈі”¶Ќ∞,Ќ®єэµЏЊ≈≈≈ЋЃ±√љЂ…ъїоќџЋЃ ’Љѓ≥Ў ’ЉѓµƒєЂ¬Ј”Ќєё≥µ«еѕі’Њ≤ъ…ъµƒ…ъїоќџЋЃ≈≈»л—б—хЈі”¶Ќ∞;Ќ®єэµЏ“ї≈≈ƒа±√љЂїѓЈа≥Ў ’ЉѓµƒєЂ¬Ј”Ќєё≥µ«еѕі’Њ≤ъ…ъµƒїѓЈа≥ЎЈѕЋЃ≈≈»л—б—хЈі”¶Ќ∞;
°°°°4)ітњ™µЏ“їњЎ÷∆ЈІ£ђ—б—хЈі”¶Ќ∞—б—хЈҐљЌ≤ъ…ъµƒ’”∆ш”…’”∆ш∆шƒ“ ’Љѓ;
°°°°5)Ќ®єэµЏЋƒ≈≈ЋЃ±√љЂ—б—хЈі”¶Ќ∞јпЊ≠—б—хЈі”¶Їуµƒ≥цЋЃ≈≈»лЇ√—хЈі”¶≥Ўјп;
°°°°6)Ќ®єэµЏќе≈≈ЋЃ±√љЂЇ√—хЈі”¶≥ЎјпЊ≠Ї√—хЈі”¶Їуµƒ≥цЋЃ≈≈»л≥Ѕµн≥Ў;
°°°°7)Ќ®єэµЏЅщ≈≈ЋЃ±√љЂ≥Ѕµн≥ЎјпЊ≠≥ЅµнЇуµƒ≥цЋЃ≈≈»лFentonЈі”¶≥Ў£ђ»їЇуЉ”»л30%H2O2°ҐFeSO4•7H2O£ђ∆д÷–Fe2+: H2O2µƒ÷ Ѕњ±»ќ™1:20-1:25£ђFeSO4•7H2OЌґЉ”Ѕњќ™0.5g/L;”√5MµƒЅтЋбјіµчљЏpH÷µ3.0-4.0£ђљЅ∞иЈі”¶0.5hЇуЊ≤÷√1.5h;
°°°°8)Ќ®єэµЏ∆я≈≈ЋЃ±√љЂFentonЈі”¶≥ЎјпЊ≠FentonЈі”¶Їуµƒ≥цЋЃ„чќ™їЎ”√ЋЃ≈≈»лїЎ”√ЋЃ≤џ;Љ”»л±•ЇЌNaOH»№“ЇµчљЏїЎ”√ЋЃpH÷µ6.5-7.0£ђљЅ∞иїм‘»Љіњ…±Є”√;
°°°°9)Ќ®єэµЏ∞Ћ≈≈ЋЃ±√љЂїЎ”√ЋЃ≤џјпµƒїЎ”√ЋЃ≈≈»лЉ”»»єш¬ѓ£ђЉ”»»єш¬ѓЋщ–и’”∆ш”…’”∆ш∆шƒ“є©Єш£ђЉ”»»єш¬ѓ≤ъ…ъ»»ЋЃїт’ф∆ы£ђ≤ъ…ъµƒ»»ЋЃЌ®єэµЏґюњЎ÷∆ЈІ°ҐµЏ»эњЎ÷∆ЈІћбє©Єш«еѕі„∞÷√љш––«еѕі”Ќєё≥µ£ђ≤ъ…ъµƒ’ф∆ыЌ®єэµЏґюњЎ÷∆ЈІ°ҐµЏЋƒњЎ÷∆ЈІћбє©ЄшїѓЈа≥Ўљш––ќёЇ¶їѓі¶јн°£
°°°°„чќ™±ЊЈҐ√чµƒљш“ї≤љЈљ∞Є£ђїмƒэЉЅќ™є§“µ”√ЅтЋб¬Ѕ°ҐЊџЇѕЅтЋб¬Ѕ°ҐЊџЇѕ¬»їѓ¬Ѕ°Ґ¬»їѓћъ÷–µƒ»ќ“в“ї÷÷£ђ”√Ѕњќ™0.5g/L£ђЉ”»л«∞ѕ»≈д÷∆≥…±•ЇЌ»№“Ї°£
°°°°„чќ™±ЊЈҐ√чµƒљш“ї≤љЈљ∞Є£ђ—б—хЈі”¶Ќ∞ƒЏµƒќџƒа≈®ґ»±£≥÷‘Џ6000mg/L“‘…ѕ£ђќџƒа”лЊ≠їмƒэі¶јнЇуµƒ«еѕіЋЃµƒћеїэ±»‘Џ1:1-1:4÷ЃЉд£ђЋЃЅ¶Ќ£Ѕф ±Љд‘Џ2-5ћм°£
°°°°„чќ™±ЊЈҐ√чµƒљш“ї≤љЈљ∞Є£ђЇ√—хЈі”¶≥Ўµƒќџƒа≈®ґ»±£≥÷‘Џ3200-5000mg/L£ђ∆Ў∆шљ„ґќ»№љв—хњЎ÷∆‘Џ2.5-3.5mg/L£ђ∆Ў∆ш ±Љдќ™6h°£
°°°°”лѕ÷”–ЉЉ хѕа±»£ђ±ЊЈҐ√чµƒ”–“ж–Ієы «£Ї
°°°°“ї£ЇєЂ¬Ј”Ќєё≥µ«еѕіЋЃЊя”–ќ¬ґ»ЄяµƒћЎµг£ђ±ЊЈҐ√чґ‘—б—хЈі”¶∆ч≤њЈ÷µƒћЎ в…иЉ∆Љ»”––ІїЎ ’ЅЋ”Ќєё≥µ«еѕіЋЃµƒ £”а»»Ѕњ£ђ”÷”–јы”Џќђ≥÷—б—хЈі”¶∆чќ¬ґ»ќ»ґ®£ђћЎ±р «ґђћмµЌќ¬«йњцѕ¬±£≥÷—б—хќ¬ґ»10-15°г“‘…ѕґ‘±£≥÷—б—хЈі”¶∆чќ»ґ®µƒЉ„Ќй≤ъЅњ”–Ј«≥£÷Ў“™µƒ“в“е°£∆діќ£ђ”Ќєё≥µ«еѕіЋЃ”а»»µƒјы”√£ђіуіуљµµЌЈѕЋЃ÷–”Ќµƒ»йїѓ≥ћґ»£ђћбЄяЅЋЇу–шЄф”Ќ–ІєыЇЌ…ъїѓ–Ієы£ђЉх…ўFenton“©ЉЅ”√Ѕњ°£Ќђ ±£ђ”…”Џ”а»»јы”√ °»•ЅЋЄф”Ќ≥Ў«∞…и«еѕіЋЃіҐЋЃ≤џµƒєэ≥ћ£ђЊя”–љ®÷ю√жїэ–°ЇЌљ®…и≥…±ЊµЌµƒ”≈ ∆£ђ„џЇѕ‘Ћ––≥…±ЊљµµЌ‘Љ30%“‘…ѕ°£
°°°°ґю£ЇљЂєЂ¬Ј”Ќєё≥µ«еѕі’Њ≤ъ…ъµƒ…ъїоќџЋЃ°ҐїѓЈа≥ЎЈѕЋЃ”л«еѕіЋЃє≤Ќђі¶јнµƒЈљ љ£ђљµµЌ«еѕіЋЃ÷–їѓ—І∆ЈґЊ–‘£ђ‘цЉ”ґ‘ЋЃ÷–”–їъіуЈ÷„”ќџ»Њќпµƒ—б—хЈ÷љв–Ієы£ђћЎ±р «јы”√єш¬ѓ≤ъ…ъµƒ’ф∆ыґ‘їѓЈа≥ЎЈѕЋЃљш––ќёЇ¶їѓі¶јнЇу£ђљЂ∆дЉ”»лµљ—б—хЈі”¶∆ч÷–“‘ћбЄяЉ„Ќй≤ъЅњЇЌ÷ Ѕњ£ђ єЉ„Ќй≈®ґ»іпµљ70%“‘…ѕ£ђ≥ђєэЌ®≥£…ъќп÷ —б—х≤ъ∆ш÷–Љ„Ќй≈®ґ»(60%)µƒѕ÷„і£ђ”––ІљвЊцЅЋ«еѕі’Њєш¬ѓ»ЉЅѕќ ћв£ђ µѕ÷°∞»эЈѕ°±„ ‘іїѓі¶јн£ђ“тіЋ µѕ÷—≠їЈЊ≠Љ√ЇЌ«еља…ъ≤ъµƒјнƒо°£
°°°°»э£Їƒњ«∞ќ“єъєЂ¬Ј”Ќєё≥µ«еѕі’Њїє√ї”–ґ‘ќџЋЃљш––їЎ”√і¶јнµƒЉЉ хЇЌє§“’…и±Є£ђЄь√ї”–љЂ«еѕі’Њ≤ъ…ъµƒЄчјаЈѕЋЃљш––’ыЇѕі¶јнµƒЈљЈ®”лє§“’£ђѕ÷––ќџЋЃі¶јн≤…”√°∞Єф”Ќ-їмƒэ/∆шЄ°-…ъїѓ°±јѕ»эћ„і¶јнє§“’°£±ЊЈҐ√ч‘ЏіЋїщі°…ѕњ™ЈҐЅЋ–¬µƒє§“’Ѕч≥ћЇЌ…и±Є£ђЌ®єэ°∞Єф”Ќ-…ъїѓ-їмƒэ°±єэ≥ћµƒЄƒ±д£ђ є–хƒэЉЅ”√ЅњљµµЌЅЋ66%“‘…ѕ£ђ”––ІљµµЌЅЋі¶јн≥…±Њ£ђі¶јнЇу≥цЋЃіпµљ«ћъ¬ЈїЎ”√ЋЃЋЃ÷ ±к„Љ»(TB 3007-2000)£ђCOD<50mg/L£ђ”Ќ<1mg/L£ђ∞±µ™<5mg/L£ђ„«ґ»<3NUT£ђќё…Ђќёќґ£ђ µѕ÷ЈѕЋЃ°∞Ѕг≈≈Ј≈°±ƒњ±к°£





