
申请日2013.07.18
公开(公告)日2013.10.02
IPC分类号C02F9/14
摘要
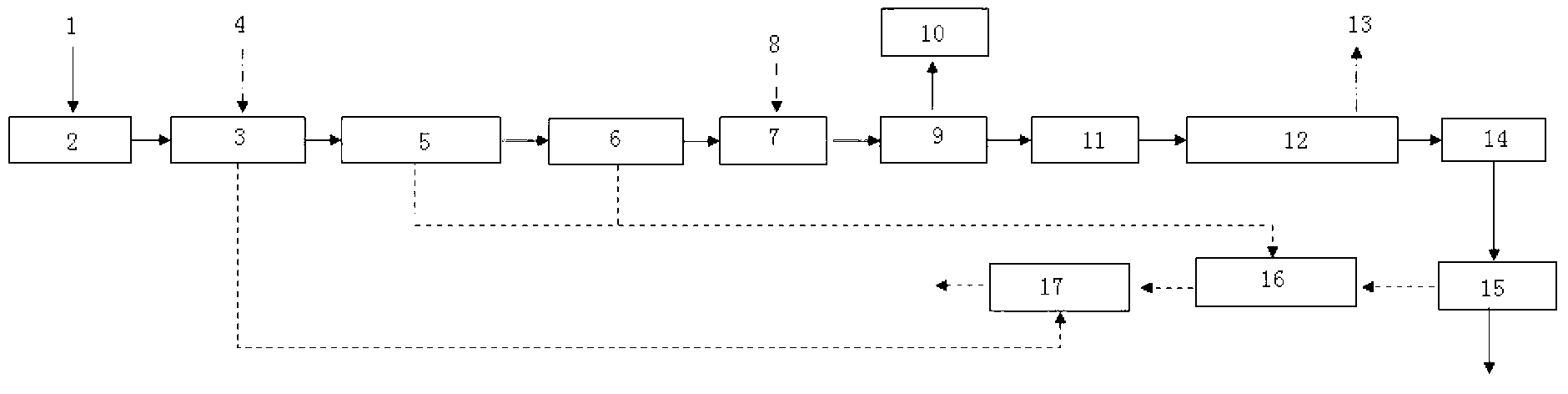
本发明公开了一种泰乐菌素或罗红霉素生产废水处理系统,包括依次连接的预处理单元、水解酸化单元、厌氧处理单元以及好氧处理单元;预处理单元包括调节池,调节池的进口端与泰乐菌素或罗红霉素废水管道连通,出口端经储泥池与水解酸化单元连接;所述水解酸化单元包括水解酸化池;水解酸化池依次经涡凹气浮机、集水井、吹脱塔、配水井连接至厌氧处理单元,厌氧处理单元为高效厌氧反应器,好氧处理单元为接触氧化池,接触氧化池连通至二沉池,二沉池设有两个出口,分别与上清液管道以及污泥浓缩池连通。
权利要求书
1.一种泰乐菌素或罗红霉素生产废水处理系统,其特征在于,包括依次连接的预处理单 元、水解酸化单元、厌氧处理单元以及好氧处理单元;所述预处理单元包括调节池,调节池 的进口端与泰乐菌素或罗红霉素废水管道连通,出口端经储泥池与水解酸化单元连接;所述 水解酸化单元包括水解酸化池;所述水解酸化池依次经涡凹气浮机、集水井、吹脱塔、配水 井连接至厌氧处理单元,所述厌氧处理单元为高效厌氧反应器,所述好氧处理单元为接触氧 化池,接触氧化池连通至二沉池,所述二沉池设有两个出口,分别与上清液管道以及污泥浓 缩池连通。
2.根据权利要求1所述的一种泰乐菌素或罗红霉素生产废水处理系统,其特征在于,所 述水解酸化池、涡凹气浮机的底部均与污泥浓缩池连通,所述污泥浓缩池与污泥脱水机连接, 所述污泥脱水机还与储泥池的底部连通,所述储泥池的进口端与加药管道连通,储泥池的底 部与板框压滤机配合。
3.根据权利要求1所述的一种泰乐菌素或罗红霉素生产废水处理系统,其特征在于,所 述集水井与加热管道连通。
4.根据权利要求1所述的一种泰乐菌素或罗红霉素生产废水处理系统,其特征在于,所 述吹脱塔与吸收塔连接。
5.根据权利要求1所述的一种泰乐菌素或罗红霉素生产废水处理系统,其特征在于,所 述高效厌氧处理器的出口端与贮存沼气的水封器连接。
6.上述任一项权利要求所述的泰乐菌素或罗红霉素生产废水处理系统的处理方法,其特 征在于,具体步骤如下:
1)预处理:泰乐菌素或罗红霉素生产废水进入调节池调节水质水量,然后进入储泥池进 行化学处理,去除部分有机物及色度;
2)将预处理后的泰乐菌素或罗红霉素生产废水进行水解酸化处理,处理时间为24小时, 将大分子难降解有机物水解为小分子易降解有机物;
3)将水解酸化处理后的泰乐菌素或罗红霉素生产废水泵送至涡凹气浮机,去除大部分悬 浮物,随后进入集水井进行加热加碱处理,将废水加热至40℃,加入氢氧化钠将pH调节至 10.5~11,之后进入吹脱塔去除氨氮,经配水井经泵送至高效厌氧处理器进行厌氧处理,去除 大部分有机物;
4)进行接触氧化处理,去除剩余的有机物和氨氮,然后进入二沉池实现泥水分离。
7.根据权利要求6所述的处理方法,其特征在于,所述步骤1)中,储泥池内产生的污 泥进入板框压滤机脱水处理,泥饼外运。
8.根据权利要求6所述的处理方法,其特征在于,所述步骤3)中,吹脱塔采用两级吹 脱系统并联设置,在吹脱塔内放置鲍尔环填料,废水从吹脱塔的上部淋洒到填料上而形成水 滴,在填料间隙下滴,用风机或空气压缩机从塔底向上吹送空气,使水气对流,在填料的作 用下,水、气能充分接触,水滴不断地形成、破碎,使游离氨呈气态而从水中逸出。
9.根据权利要求6所述的处理方法,其特征在于,所述步骤3)中,厌氧发酵后获得对 应菌种的颗粒污泥;厌氧发酵产生的沼气进入水封器贮存,沼气经过生物脱硫装置去除硫化 氢后用于发电。
10.根据权利要求6所述的处理方法,其特征在于,所述步骤4)中,二沉池内实现泥 水分离,污泥进入污泥浓缩池,上清液达标排放;所述的污泥浓缩池内的污泥经脱水处理后, 泥饼外运。
说明书
一种泰乐菌素或罗红霉素生产废水处理系统及方法
技术领域
本发明涉及一种废水处理系统,具体涉及一种泰乐菌素或罗红霉素生产废水处理系统及 方法。
背景技术
生物制药废水一般成分复杂,污染物浓度高,含有大量有毒、有害物质、生物抑制物、 难降解物质等。带有颜色和气味,悬浮物含量高,易产生泡沫等。制药工业废水通常属于较 难处理的高浓度有机废水之一,通常具有成分复杂,有机污染物种类多、浓度高,废水中的 BOD/COD值小,氨氮浓度高,色度深、毒性大、SS浓度高等特点。
泰乐菌素或罗红霉素生产废水存在难生物降解物质和有抑菌作用的抗生素等毒性物质; 硫酸盐浓度高;水质成分复杂;色度高、气味重。泰乐菌素生产废水水温较高,pH呈碱性, 废水中主要有机成份为醋酸丁酯及泰乐菌素,主要无机成份为Na2SO4。国内对高浓度抗生素 有机废水的处理处于工程实践阶段,目前已建成的以好氧工艺为主的工程,投资和运行成本 高。高浓度的抗生素有机废水经处理后,出水COD仍高达1000~4000mg/L,不能直接外排。 采用适当的工艺,制药工业废水污染去除率可达90%以上。目前抗生素废水的处理均需经过 稀释,大大增加了处理费用。
发明内容
本发明的目的是为克服上述现有技术的不足,提供一种泰乐菌素或罗红霉素生产废水处 理系统及方法。
为实现上述目的,本发明采用下述技术方案:
一种泰乐菌素或罗红霉素生产废水处理系统,包括依次连接的预处理单元、水解酸化单 元、厌氧处理单元以及好氧处理单元;所述预处理单元包括调节池,通过潜水搅拌机的推动 搅拌作用,将废水进行充分混合,保证进入后续的废水水质均匀,无波动;调节池的进口端 与泰乐菌素或罗红霉素废水管道连通,出口端经储泥池与水解酸化单元连接;所述水解酸化 单元包括水解酸化池;所述水解酸化池依次经涡凹气浮机、集水井、吹脱塔、配水井连接至 厌氧处理单元,所述厌氧处理单元为高效厌氧反应器,所述好氧处理单元为接触氧化池,接 触氧化池连通至二沉池,所述二沉池设有两个出口,分别与上清液管道以及污泥浓缩池连通。
所述水解酸化池、涡凹气浮机的底部均与污泥浓缩池连通,所述污泥浓缩池与污泥脱水 机连接。
所述污泥脱水机还与储泥池的底部连通。
所述储泥池的进口端与加药管道连通,储泥池的底部与板框压滤机配合。
加药管道中加入次氯酸钠、聚丙烯酰胺,通过次氯酸钠的氧化作用,氧化掉部分有机物, 通过聚丙烯酰胺的絮凝作用使生成的沉淀物易于沉降。
所述集水井与加热管道连通。
所述吹脱塔与吸收塔连接。
所述高效厌氧处理器的出口端与贮存沼气的水封器连接。
所述的泰乐菌素或罗红霉素生产废水处理系统的处理方法,具体步骤如下:
1)预处理:泰乐菌素或罗红霉素生产废水进入调节池调节水质水量,然后进入储泥池进 行化学处理,去除部分有机物及色度;
2)将预处理后的泰乐菌素或罗红霉素生产废水进行水解酸化处理,处理时间为24小时, 将大分子难降解有机物水解为小分子易降解有机物,提高废水生化性;
3)将水解酸化处理后的泰乐菌素或罗红霉素生产废水泵送至涡凹气浮机,去除大部分悬 浮物,随后进入集水井进行加热加碱处理,将废水加热至40℃,加入氢氧化钠将pH调节至 10.5~11,之后进入吹脱塔去除氨氮,经配水井经泵送至高效厌氧处理器进行厌氧处理,去除 大部分有机物;
4)进行接触氧化处理,去除剩余的有机物和氨氮,然后进入二沉池实现泥水分离。
所述步骤1)中,废水经调节池调节水质水量,保证管道和后序构筑物正常工作,不受 废水的高峰流量和浓度的影响,保证废水进入后序构筑物的水质和水量相对稳定。
所述步骤1)中,储泥池内产生的污泥进入板框压滤机脱水处理,泥饼外运。
所述步骤3)中,吹脱塔采用两级吹脱系统并联设置,吹脱率≥90%(由于吹脱率跟废水 的性质有关,在废水温度为40℃以上,pH碱性的条件下吹脱系统达到最佳吹脱效果,所以 在集水井1中将废水调到合适的温度和PH值),在吹脱塔内放置鲍尔环填料,用以促进空 气与水的充分接触,废水从吹脱塔的上部淋洒到填料上而形成水滴,在填料间隙下滴,用风 机或空气压缩机从塔底向上吹送空气,使水气对流,在填料的作用下,水、气能充分接触, 水滴不断地形成、破碎,使游离氨呈气态而从水中逸出。
所述步骤3)中,厌氧发酵后获得对应菌种的颗粒污泥;厌氧发酵产生的沼气进入水封 器贮存,沼气经过生物脱硫装置去除硫化氢后用于发电。
所述步骤4)中,二沉池内实现泥水分离,污泥进入污泥浓缩池,上清液达标排放。
所述的污泥浓缩池内的污泥经脱水处理后,泥饼外运。
本发明的有益效果是,本发明采用“预处理+水解酸化+厌氧处理+好氧处理”的处理工 艺,其中涉及的储泥池内添加化学药剂的方法,去除废水中一部分的有机物,同时有效降低 废水色度,降低后续处理工艺的运行负荷,采用两级吹脱系统并联设置,吹脱率≥90%。高浓 度的泰乐菌素或罗红霉素生产废水经处理后,出水COD低,废水污染去除率高。目前抗生 素废水的处理均需经过稀释,大大增加了处理费用。





