
申请日2011.11.10
公开(公告)日2013.05.15
IPC分类号C02F9/14; C02F1/40; C02F101/16; C02F1/72; C02F101/10; C02F1/24
摘要
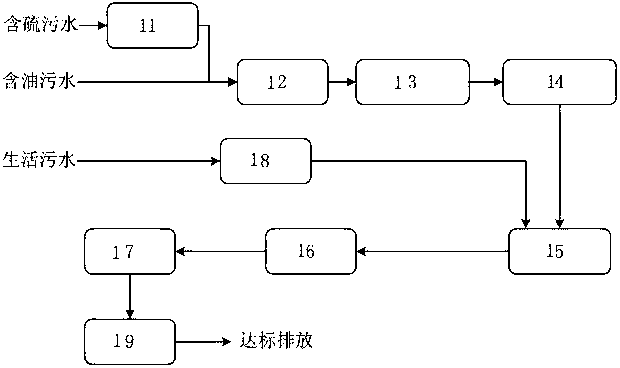
本发明公开了一种含硫和氨废水的处理方法,首先将含硫和氨的废水进均质罐除油后,在60℃~90℃进行催化反应,除去废水中的硫化物,催化氧化反应器尾气进气液吸收装置,反应器出水经沉降器回收催化剂后,与厂区其他含油污水一起进入调节池,通过隔油、浮选和生化处理后,进入MBBR反应池,在MBBR反应池中添加亚硝酸型脱氮菌剂,出水经沉淀后达标排放。本发明工艺过程简单、投资小、操作费用低。
权利要求书
1.一种含硫和氨废水的处理方法,其特征在于包括如下过程:
(1)含硫和氨废水首先进行沉降,分离浮油,浮油进行回收处理;
(2)除油后的含硫和氨废水与循环的催化剂进入催化氧化反应器进行脱硫反应;
(3)催化氧化反应器尾气进尾气吸收装置,反应器出水经沉降器回收催化剂后,与厂区含油污水一起进入调节池;
(4)混合水经调节池均质后,通过隔油、浮选和生化处理后,进入MBBR反应池,MBBR反应池中添加亚硝酸型脱氮菌剂,出水经沉淀后达标排放。
2.按照权利要求1所述的方法,其特征在于:步骤(1)中的含硫和氨废水的硫化物浓度为1500mg/L以下,氨氮浓度为4000mg/L以下。
3.按照权利要求1所述的方法,其特征在于:步骤(2)中催化氧化处理温度为60℃~90℃,优选为70℃~80℃。
4.按照权利要求1或3所述的方法,其特征在于:催化氧化反应器中通入空气量为理论空气量的2~4倍。
5.按照权利要求1所述的方法,其特征在于:催化氧化的反应时间为1~3h。
6.按照权利要求1所述的方法,其特征在于:催化氧化反应在常压下操作。
7.按照权利要求1所述的方法,其特征在于:步骤(2)和(3)中催化剂采用催化剂颗粒,催化剂颗粒选用载有催化活性金属的活性炭,粒径0.3~5mm,催化剂颗粒负载金属组分包括铁、锰和钛中的一种或几种,金属组分含量为活性炭质量的1%~15%。
8.按照权利要求1或7所述的方法,其特征在于:循环的催化剂采用蒸汽输送,输送蒸汽的温度为120~200℃,输送的蒸汽也同时进入含硫和氨废水中,提供热量。
9.按照权利要求1所述的方法,其特征在于:步骤(3)中尾气吸收装置中吸收液采用5%~10%的NaOH溶液。
10.按照权利要求1所述的方法,其特征在于:步骤(4)中添加亚硝酸型脱氮菌剂,通常按照0.01%~5%的体积比进行投加,MBBR反应中废水温度为18-40℃,溶解氧为0.1~3mg/L,pH为7-9。
说明书
一种含硫和氨废水的处理方法
技术领域
本发明涉及一种含硫和氨废水的处理方法,特别是一种炼油厂含硫化氢和氨废水的处理方法。
背景技术
石油及其产品中存在含硫化合物和含氮化合物,在常减压、催化裂化、热裂化、延迟焦化、重整预加氢、加氢精制、加氢裂化等加工过程中,这些化合物会通过高温裂解、催化裂化、催化加氢等反应生成H2S和NH3而进入产品物流中,这些产品物流经过冷凝脱水或水洗处理,即产生含硫含氨废水,俗称含硫废水或酸性水。含硫污水不能直接排放或直接进入污水处理场集中处理,否则,可能有H2S产生导致人员中毒。
现有含硫污水处理方法有:加酸中和法、沉淀法、汽提法、空气氧化法、湿式氧化法等。
尹桂英在文章“高压湿式空气氧化技术在炼厂碱渣处理中的应用”《石油化工环境保护》(2004年第27卷第1期)中报道了一种加酸处理含硫碱渣废水的方法。工艺流程是:浓硫酸+含硫废水→后续处理工艺,尾气去焚烧炉焚烧。该工艺存在如下问题:1、现场气味大;2、焚烧后的尾气产生的SO2会形成酸雨;3、处理过程中浓硫酸消耗量大,经济性较差;4、盐和单质S结晶堵塞管路。
沉淀法脱硫多以FeSO4为絮凝剂,产渣量大,脱硫不彻底,沉淀时间较长,投加的药剂用量大,试剂费用高,有FeS沉淀的后处理问题,进入污水处理场的氨氮偏高,易造成污水处理场受冲击。
CN1045568A采用沉淀法处理制革含硫废水。主要以硫酸铝和硫酸亚铁作为絮凝剂,同时还加入钙盐和钠盐,处理制革含硫废水。
汽提法的原理是利用H2S、H2O相对挥发度的不同,用水蒸气把它们分离开。汽提法适用于污水量大、硫化物浓度较高(一般在2000~20000mg/L)的含硫污水处理,虽然这种方法可以回收H2S等,但它工艺流程长,装置投资大,操作费用高。CN1033244A是该类汽提工艺。如硫化物浓度较低,由于耗能较大,则不适合采用汽提工艺。
CN1326899A提出采用空气氧化法处理含硫含氨废水,硫化物浓度范围1000~2000mg/L,温度范围40℃~80℃,用空气搅拌4h~8h,硫化物去除率98%,脱氨效率96%,产生的含氨尾气进焚烧炉焚烧产生N2和SO2,这里仍存在三个问题:一是该方法不适用于污水量小、硫化物浓度不太高的含硫污水;二是存在SO2排放产生二次污染问题;三是尾气进焚烧炉焚烧需要消耗燃料,它的装置建设费用和操作费用也较高。
湿式氧化法可以处理的含硫废水是高含硫的废碱液。在100℃~374℃,加压条件下,利用空气中的氧作为氧化剂,把废碱液中的硫化物氧化为硫代硫酸盐、亚硫酸盐和硫酸盐,脱除废碱液当中的臭味,将酚等有机物部分氧化,提高废碱液的可生化性。所处理的硫化物浓度在15000~70000mg/L之间,温度越高,硫化物氧化越彻底处理。
CN1394818A提出首先在反应温度255~260℃,反应压力6.6~7.0 MPa,空速l~2 h-1条件下,处理高含硫有机废水,然后再用电多相催化氧化法处理,这种方法的能耗较大,投资较高,如果用于较低浓度含硫废水处理时更不经济。
综上分析,采用目前的各种方法处理炼油系统的含硫污水(特别是针对含硫污水量小,硫化物浓度不高,氨氮浓度较高,没有硫磺回收装置的情况下),均存在着或者不适合、或者处理效果不足、或者投资大和运行费用高、或者易产生二次污染等诸多问题。
发明内容
针对现有技术的不足,本发明提供一种经济性好、成本低的含硫污水的处理方法,特别是一种针对炼油厂含硫污水量小,硫化物浓度不高,氨氮浓度较高,没有硫磺回收装置的情况下的含硫废水的处理方法。适用硫化物浓度范围为1500mg/L以下,氨氮浓度为4000mg/L以下。
本发明含硫和氨废水的处理方法过程如下:
(1)含硫和氨废水首先进行沉降,分离浮油,浮油进行回收处理;
(2)除油后的含硫和氨废水与循环的催化剂进入催化氧化反应器进行脱硫反应;
(3)催化氧化反应器尾气进尾气吸收装置,反应器出水经沉降器回收催化剂后,与厂区含油污水一起进入调节池;
(4)混合水经调节池均质后,通过隔油、浮选和生化处理后,进入MBBR反应池(移动床生物膜反应池),MBBR反应池中添加亚硝酸型脱氮菌剂,出水经沉淀后达标排放。
步骤(1)中的含硫和氨废水的硫化物浓度为1500mg/L以下,氨氮浓度为4000mg/L以下。
步骤(2)中,催化氧化反应温度为60℃~90℃,优选70℃~80℃,进水可以与催化氧化反应器出水换热,再加热至反应温度;催化氧化反应器中通入空气量为理论空气量的2~4倍,理论空气量为将废水中硫化物全部氧化为硫酸盐时所需的空气量;催化氧化的反应时间为1~3h,于常压下操作。
步骤(2)和(3)中催化剂采用催化剂颗粒,催化剂颗粒选用载有催化活性金属的活性炭,粒径0.3~5mm,催化剂颗粒负载金属组分包括铁、锰和钛中的一种或几种,金属组分含量为活性炭质量的1%~15%。催化剂体积用量为反应器容积的15%~80%。催化剂在催化反应过程中处于沸腾状态。催化剂使用过程中可能存在流失情况,可以补充适量新鲜催化剂。循环的催化剂最好采用蒸汽输送,输送蒸汽的温度为120~200℃,输送的蒸汽也同时进入含硫和氨废水中,提供热量。同进可以设置蒸汽加热装置对废水进行加热。
步骤(3)中尾气吸收装置中吸收液采用5%~10%的NaOH溶液。饱和吸收液进后续污水处理单元。
步骤(4)中添加亚硝酸型脱氮菌剂,通常按照0.01%~5%的体积比进行投加,MBBR反应中保证废水温度为18-40℃,溶解氧为0.1~3mg/L,pH为7-9。
本发明与现有技术相比,具有如下有益效果:
1)对于一些加工低硫原油,无法采用制硫磺技术的炼油厂,本发明工艺有效的解决了其含硫污水处理的难题。
2)采用本发明工艺不存在二次污染问题。
3)本组合工艺可以有效结合现有污水处理场改造、或者新建全厂性质的污水处理场,改造或者新建成本均较低。
4)本组合工艺能做到含硫和含氨废水的达标排放,且投资小、操作费用低。
5)催化氧化在低温常压下操作,设备投资低,操作费用低。采用蒸汽输送循环催化剂,一方面为催化氧化过程提供热量,一方面可以有效维持催化剂的催化活性。对于常压低温(低于100℃)的催化氧化工艺来说,对油类物质基本不发生氧化反应,但即使微量的油类物质也会对催化氧化反应催化剂的活性稳定性产生影响,采用本发明方法可以有效解决该问题,实现了稳定的低温催化氧化(主要是硫化物特别是硫化氢的催化氧化,避免了硫化氢在后续处理过程中的不良影响)。





