
申请日2011.07.21
公开(公告)日2011.12.14
IPC分类号C02F9/14
摘要
本发明公开了垃圾渗滤液的处理装置,它包括调节池、混凝池、初沉池、电解机、水解酸化池、缺氧池、好氧池、二沉池、污泥池和污泥脱水装置,通过上述各处理单元的相互配合能使废水达到理想的处理效果。本发明还公开了适用于上述处理装置的处理方法,它包括以下步骤:调节、絮凝、沉淀、电解、水解酸化、缺氧、好氧以及二次沉淀。本发明的优点在于处理方法处理后的垃圾渗滤液不仅能达到《生活垃圾填埋场污染控制标准》(GB16889-2008)排放标准,而且其成本极低。
权利要求书
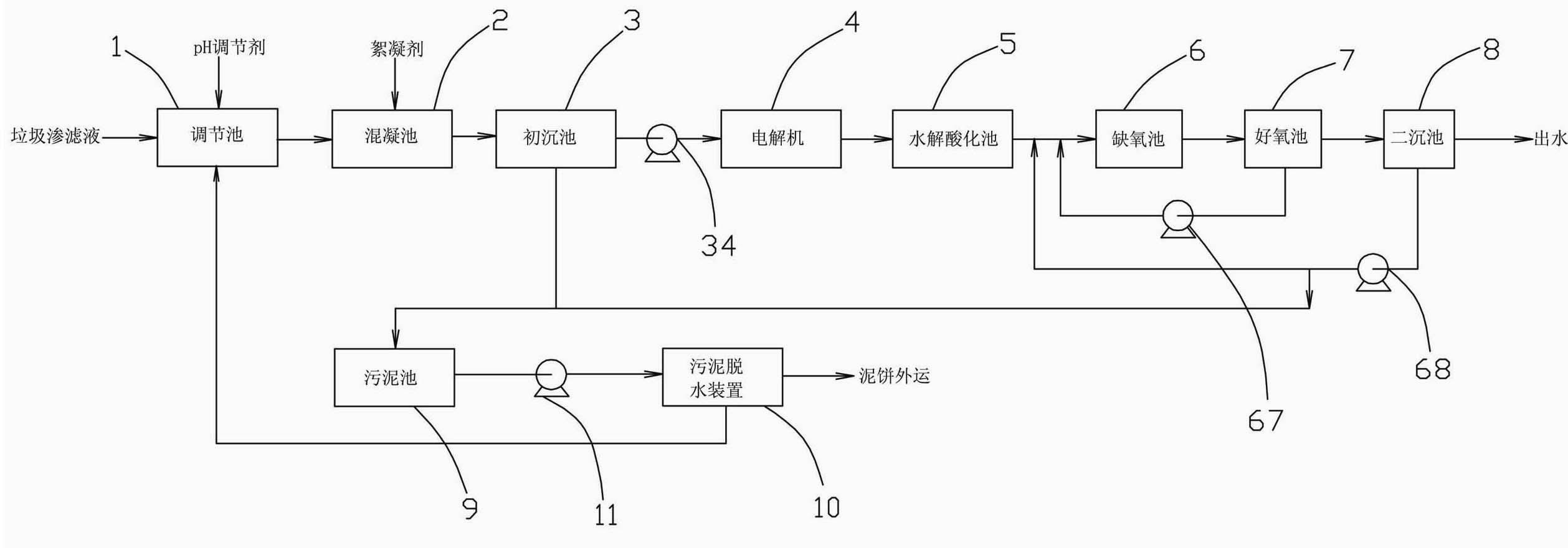
1.垃圾渗滤液的处理装置,其特征在于它包括:调节池、混凝池、初沉池、电解机、水解酸化池、缺氧池、好氧池、二沉池、污泥池和污泥脱水装置;所述的调节池的进口与垃圾渗滤液的出口联接,调节池出水口与混凝池进水口联接,混凝池出水口与初沉池进水口联接,初沉池出水口与电解机进水口联接,电解机出水口与水解酸化池进水口联接,水解酸化池出水口与缺氧池进水口联接,缺氧池出水口与好氧池进水口联接,好氧池出水口与二沉池进水口联接,二沉池出水口与污水排放管道联接,初沉池和二沉池的污泥出口与污泥池联接,污泥池和污泥脱水装置之间设有污泥泵。
2.如权利要求1所述的垃圾渗滤液的处理装置,其特征在于:所述调节池和混凝池上分别有一个pH调节剂加药装置和絮凝剂加药装置。
3.如权利要求1所述的垃圾渗滤液的处理装置,其特征在于:所述处理装置还包括一个使好氧池的部分混合液回流至缺氧池的混合液回流泵,所述混合液的回流比为3:1或2:1。
4.如权利要求1所述的一种发制品废水循环利用装置,其特征在于:所述电解机的阳极为金属或石墨电极,所述电解机的阴极为铁阴极、铝阴极、不锈钢阴极、镍阴极、钛或锌阴极。
5.一种垃圾渗滤液的处理方法,其特征在于,它采用权利要求1所述的垃圾渗滤液的处理装置,所述处理方法采用以下步骤:
a、絮凝沉淀
垃圾渗滤液经管道进入调节池,并在调节池中加入pH调节剂将pH值调节为7-10后流入混凝池,在混凝池中加入适量絮凝剂,反应完全后进入初沉池,初沉池的沉淀经过泵和管道送入污泥池中,最后在污泥脱水装置中进行过滤分离;初沉池的废水则泵入电解机中;
b、电解
电解机的工作电压为2~1000V, 相邻两电极间的电压为2~12V,电流密度为1~320mA/cm2,废水在电解机中的停留时间为2~50s;
c、厌氧处理
电解处理后的废水依次进入水解酸化池和缺氧池中,在水解酸化池内废水中的大分子有机物在产酸菌的作用下水解酸化成小分子有机物,再经过缺氧池中厌氧菌、兼氧菌的吸附、发酵、产甲烷共同作用下分解成甲烷和二氧化碳,提高B/C值,改善可生化性;同时通过缺氧池中反硝化细菌的反硝化作用脱除废水中的氨氮;
d、好氧处理
厌氧处理后的废水进入含有好氧菌和硝酸细菌的好氧池内,利用好氧微生物进一步氧化分解废水中的有机物,深度去除废水中的CODCr和BOD5,同时利用硝化细菌的硝化作用和亚硝化细菌的亚硝化作用使氨态氮转化为硝态氮或亚硝态氮;
e、沉淀
好氧处理后的废水流入二沉池,进一步去除废水中的CODCr、BOD5、SS等,二沉池的出水可达标排放,二沉池底部的污泥一部分经泵回流至缺氧池中,另一部分通过管道流入污泥池中,再经污泥脱水装置过滤分离成滤液和泥饼,滤液经管道回流至调节池中,而泥饼则外运。
6.如权利要求5所述的一种垃圾渗滤液的处理方法,其特征在于:步骤a中所述的絮凝剂为铝盐、铁盐、聚铝、聚铁中的一种或多种组合;所述pH调节剂为硫酸、盐酸、氢氧化钠、碳酸钠、碳酸氢钠、石灰中的一种。
7.如权利要求5所述的一种垃圾渗滤液的处理方法,其特征在于:步骤b中所述的最佳电解是纳米催化电解,电解的工作电压为2~500V, 相邻两电极间的电压为2~8 V,电流密度为10~300mA/cm2,废水在电解机中的停留时间为2~30s。
8.如权利要求5所述的一种垃圾渗滤液的处理方法,其特征在于:所述步骤a中的最佳絮凝剂为聚合硫酸铁,其投加量为每吨废水200~2000g。
9.如权利要求5所述的一种垃圾渗滤液的处理方法,其特征在于:所述步骤a中的最佳絮凝剂为硫酸亚铁,其投加量为每吨废水230~1800g。
说明书
垃圾渗滤液的处理装置及其处理方法
技术领域
本发明属于环境工程领域,它涉及一种污水的处理装置,特别是指一种成本较低、效果较好的垃圾渗滤液的处理装置;本发明还涉及该垃圾渗滤液的处理方法,经过该方法处理的废水能达到《生活垃圾填埋场污染控制标准》(GB16889-2008)排放标准。
背景技术
垃圾渗滤液是一种难于进行处理的高浓度有机废水,其主要来自以下三个方面:1、填埋场内的自然降雨和径流;2、垃圾自身含有的水;3、在垃圾填埋后由于微生物的厌氧分解而产生的水;其中填埋场内的降水为主要部分。城市垃圾渗滤液污染物含量典型值如表1 所示。
表1 一般垃圾渗滤液的主要成分(除pH、和感观指标外,单位为mg/L)
项目 变化范围 项目 变化范围 感观指标 黑色/恶臭 氯化物 189~3262 pH值 3.7~8.5 Fe 50~600 总硬度 3000~10000 Cu 0.1~1.43 CODCr 1200~100000 Ca 200~300 BOD5 200~60000 Pb 0.1~2.0 NH3-N 20~7400 Cr 0.01~2.61 总磷 1~70 Hg 0~0.032
由表1可知,垃圾渗滤液的水质具有以下基本特征:
(1)污染物浓度高,CODCr、BOD5和氨氮大多为工业污染物国家排放标准的几十~几百倍以上。
(2)既有有机污染成分,也有无机污染成分,同时还含有一些微量重金属污染成分,综合污染特征明显。
(3)有机污染物种类多,成分复杂。垃圾渗滤液中有机污染物多,高达77种,其中有难以生物降解的萘、菲等非氯化芳香族化合物、氯化芳香族化物,磷酸酯,邻苯二甲酸酯,酚类化合物和苯胺类化合物等。
(4)垃圾渗滤液中含有10多种金属离子,其中的重金属离子会对生物处理过程产生严重抑制作用。
(5)渗滤液中微生物营养元素比例严重失调。其中的氨氮浓度很高,C/N比例失调,其营养比例比生物法处理时微生物生长所需要的营养比例相去甚远,给生物处理带来一定的难度。
垃圾渗滤液的氨氮含量和CODCr浓度高,使地面水体缺氧,水质恶化;氮磷等营养物质是导致水体富营养化的诱因,还可能严重影响饮用水水源;一般而言,CODCr,BOD5,BOD5 /CODCr会随填埋场的“年龄”增长而降低,碱度含量则升高。此外,随着堆放年限的增加,新鲜垃圾逐渐变为陈腐垃圾,渗滤液中有机物含量有所下降,但氨氮含量增加,且可生化性降低,因此处理难度非常大。
对垃圾渗滤液进行治理的重点是COD和氨氮的处理,尤其是氨氮的处理。现有技术中出现了多种用于对垃圾渗滤液进行处理的工艺和设备。例如在专利文件CN1485280A中就公开了一种利用浸没燃烧蒸发工艺来填埋垃圾渗滤液的处理工艺,该工艺主要是通过将有机物氧化成二氧化碳和水,并通过蒸发和浓缩的方式处理渗透液。而在专利文件CN1440941中则公开了利用厌氧分子分解方法来处理垃圾渗滤液的技术,该方法包括预分解步骤、厌氧步骤、分解氧化步骤、吸附步骤、絮凝沉淀步骤以及过滤步骤,该方法结合了物理化学处理和生物处理两方面的手段。于此类似,专利文件CN1478737中所公开的垃圾渗滤液也是采用物化处理与生物处理相结合的方案,在该工艺中,利用陶瓷膜对经过电解氧化处理的渗滤液进行反渗透处理。
在上述处理方法中,尤其是对氨氮进行处理而采用的方法有加碱吹脱法、氯折点法。就目前技术水平而言,加碱吹脱法由于废水中悬浮物高且处理成本高(20元/m3)而无法获得推广;氯折点法因氨氮含量高、且需要大量的氯气和氢氧化钠而使成本很高(30元/m3),也无法推广。
另外,现有公知的电解技术能有效去除垃圾渗滤液中的有害物质,但是传统的电解的电流密度低、工作电位高、电效率很低、耗能较大、寿命短、成本较高,因此将其应用于废水处理方面效果并不理想。
发明内容
本发明提供了垃圾渗滤液的处理装置,通过该处理装置处理后的垃圾渗滤液能达到排放标准;本发明还提供了一种工艺简单、成本低廉且处理效果理想的垃圾渗滤液的处理方法,其目的在于克服现有技术存在的工艺复杂、成本高的缺陷。
本发明的技术方案如下:
垃圾渗滤液的处理装置,它包括调节池、混凝池、初沉池、电解机、水解酸化池、缺氧池、好氧池、二沉池、污泥池和污泥脱水装置;所述的调节池的进口与垃圾渗滤液的出口联接,调节池出水口与混凝池进水口联接,混凝池出水口与初沉池进水口联接,初沉池出水口与电解机进水口联接,电解机出水口与水解酸化池进水口联接,水解酸化池出水口与缺氧池进水口联接,缺氧池出水口与好氧池进水口联接,好氧池出水口与二沉池进水口联接,二沉池出水口与污水排放管道联接,初沉池和二沉池的污泥出口与污泥池联接,污泥池和污泥脱水装置之间设有污泥泵。
所述调节池和混凝池上分别有一个pH调节剂加药装置和絮凝剂加药装置。
所述处理装置还包括一使好氧池的部分混合液回流至缺氧池的混合液回流泵,所述混合液的回流比为3:1或2:1。
本发明所述的垃圾渗滤液处理方法通过采用如上所述的垃圾渗滤液处理装置,并经过如下步骤实现的:
a、絮凝沉淀
垃圾渗滤液经管道进入调节池,使得来自垃圾填埋场各处的不同性质的垃圾渗滤液的流量及参数得以充分调节,便于后续单元的处理。在调节池中加入pH调节剂调节pH值为7-10后流入混凝池,通过加药装置加入絮凝剂,反应完全后进入初沉池,沉淀(即污泥)经过泵和管道送入污泥池中,最后在污泥脱水装置中进行过滤分离,废水则进入电解机;
b、电解
将絮凝沉淀处理后的废水泵入电解机电解。电解的工作电压为2~1000V, 相邻两电极间的电压为2~12 V,电流密度为1~320mA/cm2,废水在电解机中的停留时间为2~50s;
c、厌氧处理
电解处理后的废水依次进入水解酸化池和缺氧池中,使废水中的大分子有机物在产酸菌的作用下水解酸化成小分子有机物,再经过缺氧池中厌氧菌、兼氧菌等各种微生物的吸附、发酵、产甲烷等共同作用下分解成甲烷和二氧化碳,提高B/C值,改善可生化性;同时通过缺氧池中反硝化细菌的反硝化作用脱除废水中的氨氮;
d、好氧处理
厌氧处理后的废水进入含有好氧菌和硝酸细菌的好氧池内,利用好氧微生物进一步氧化分解废水中的有机物,深度去除废水中的CODCr和BOD5,同时利用硝化细菌的硝化作用和亚硝化细菌的亚硝化作用使氨态氮转化为硝态氮或亚硝态氮;
e、沉淀
好氧处理后的废水流入二沉池,进一步去除废水中的CODCr、BOD5、SS等,二沉池的出水可达标排放,二沉池底部的污泥一部分经泵回流至缺氧池中,另一部分通过管道流入污泥池中,再经污泥脱水装置过滤分离成滤液和泥饼,滤液经管道回流至调节池中,而泥饼则外运。
在步骤a中,所述的絮凝剂为铝盐(硫酸铝、氯化铝)、铁盐(硫酸铁、硫酸亚铁、氯化铁)、聚铝(聚合氯化铝、聚合硫酸铝、聚合硅酸铝)、聚铁(聚合氯化铁、聚合硫酸铁、聚合硅酸铁)中的一种或多种组合;所述pH调节剂为硫酸、氢氧化钠、碳酸钠、碳酸氢钠、石灰中的一种。
在步骤a中,所述的最佳絮凝剂为聚合硫酸铁(PFS),投加量为每吨废水200~2000g。
在步骤a中,所述的最佳絮凝剂为硫酸亚铁(FeSO4),投加量为每吨废水230~1800g。
在步骤b中,所述电解机的阳极为金属或石墨电极,所述电解机的阴极为铁阴极、铝阴极、不锈钢阴极、镍阴极、钛或锌阴极。
进一步的,在步骤b中,所述的纳米催化电解机的结构见中国专利CN102010038A,阳极为以钛为基板,在基板表面覆盖有晶粒为15~32nm的纳米贵金属氧气物涂层的惰性电极。所述纳米催化电解机的阴极为铁阴极、铝阴极、不锈钢阴极、镍阴极、钛或锌阴极等。所述纳米催化电解机的工作电压为2~500V,两电极间的电压为2~8 V,电解密度为10~300mA/cm2,保持废水在纳米催化电解机中的停留时间为2~30s。
纳米催化电解垃圾渗滤液时,产生的游离基氯[Cl]、游离基氧[O]和羟基[OH]等杀灭废水中微生物、氧化分解废水中的有机物、铵离子,使废水中的有机物质大环开环,长链断链,既消除了废水的色度,也去除了臭味,还提高废水的可生化性,并使废水在电场作用下脱稳,废水中的悬浮物、胶体、带电微粒,形成较大颗粒。此外,废水中的阳离子、阴离子分别向阴极和阳极移动,在阴极和阳极发生双电层作用和多电层作用,形成沉淀诱发絮凝作用,加速杂质沉降;电解产生的氢气小气泡还具有气浮效果。
采用纳米催化具有如下突出效果:
首先,通过电解使废水中的大环化合物开环,长链断链,产生的游离基氧化分解有机物,快速降低CODCr,提高了废水的可生化性,从而为后续的厌氧单元创造了更好的生化条件。
其次,通过电解产生的多种游离基(强氧化性物质)杀灭废水中的微生物,使后续的厌氧处理中能培育出更大的优势菌群,发挥更好的生化效果,使厌氧处理的出水水质更好。
第三,氧化分解废水中的无机铵,使铵离子转化为氮气、硝酸根、亚硝酸根和水,氨氮的脱除率可达80~90%,使进入生化前废水的氨氮小于100mg/L,同时消除水中臭味。
第四,大幅度降低废水的色度,电解产生的氯[Cl]、羟基[OH]和氧[O]等强氧化性自由基可以氧化分解残留于废水中发色基团、助色基团,降低废水色度,达到脱色的目的。
第五,除臭,电解产生的多种游离基(强氧化性物质)氧化分解废水中的发臭基团,去除废水中的恶臭。
第六,电解时废水中的阳离子和阴离子分别向电解机电解槽的阴极和阳极移动,发生双电层作用,在阴极和阳极附近形成沉淀,从而降低废水中的重金属离子含量,从而减轻重金属离子对后续单元中厌氧、好氧微生物的抑制、毒害作用。
在步骤d中,所述好氧池内的混合液部分回流至缺氧池中,回流比为3:1或2:1,有利于缺氧池中反硝化细菌的反硝化作用脱除废水的氨氮。
由上述对本发明的描述可知,和现有技术相比,本发明的优点在于:
(1)通过电解步骤,不仅可以快速降低CODCr,提高了废水的可生化性,而且对氨氮的脱除率可达80~90%,同时通过电解絮凝沉淀作用有效去除废水中重金属离子,为后续的处理工艺创造更好的生化条件。
(2)纳米催化电解机采用表面覆盖有具有良好催化效果晶粒为15~32nm的纳米催化涂层的惰性电极作阳极,阳极不消耗,成本低,电效率高,是普通电极电解效率的10倍以上,吨废水处理消耗的电能大幅度减少。
(3)通过厌氧处理和好氧处理的生物处理方法能进一步有效降低垃圾渗滤液中的氨氮、CODCr和BOD5。
(4)通过上述各步骤有序配合能保证垃圾渗滤液处理后的达到《生活垃圾填埋场污染控制标准》(GB16889-2008)排放标准。





