
申请日2007.06.20
公开(公告)日2008.01.30
IPC分类号C02F3/30; C02F1/72
摘要
一种难降解高浓度有机废水的处理方法,属于环境保护技术领域。本发明采用芬顿氧化法(Fenton Oxidation Process,简称FOP)-厌氧膨胀颗粒污泥床(ExpandedGranular Sludge Bed,简称EGSB)-好氧膜生物反应器(Membrane Bioreactor,简称MBR)组合系统处理难降解高浓度有机废水,芬顿高级氧化处理使部分COD降解的同时、将一些毒害性难降解有机化合物被转化为生物易降解的中间产物,从而提高废水的可生化性;厌氧处理去除废水中的大部分COD,保证整个处理过程的高负荷和低成本;好氧处理使出水稳定达到排放标准,实现整体工艺的环境和社会效益。采用本发明后,难降解高浓度有机废水出水COD、TN去除率可达80%-95%,并全面达到国家综合废水排放一级标准。
权利要求书
1.一种难降解高浓度有机废水的处理方法,其特征是采用芬顿氧化-厌氧膨 胀颗粒污泥床-好氧膜生物反应器组合系统处理难降解高浓度有机废水的方法;
芬顿氧化预处理:反应器有效容积为1L,置于磁力搅拌器上;芬顿处理工 艺:废水置于反应器中,用硫酸调节pH值,加入一定量的FeSO4・7H2O,开启 恒温磁力搅拌器,使其充分混合溶解,待溶解后迅速加入设定量的H2O2, H2O2/COD的质量比为2,H2O2/FeSO4的摩尔比为12,控制进水pH为3.5~4, 反应开始一段时间后,用NaOH溶液调节pH值为7~8,反应时间为40min,终 止芬顿反应;进水COD为30000~39000mg/L,出水COD为4000~5000mg/L, COD去除率达到85%;BOD/COD值达0.67,废水的可生化性大大提高;
厌氧处理:采用的膨胀颗粒污泥床反应器,反应器总容积2.7L,反应区容 积2.5L,反应区高度为1m,温度控制在35℃,接种污泥SS为56.7g/L,VSS 为38.2g/L,接种污泥量为反应器容积的1/3;反应器的启动和驯化是同时进行的, 最初进水为葡萄糖废水,随后进水中逐渐增加芬顿出水的含量,直到反应器进 水完全是经芬顿处理后的废水;控制措施为:当COD去除率大于80%,且呈不 断上升的趋势时,开始逐步提高负荷,负荷提高幅度为10%~30%,整个启动阶 段共分四个阶段,有效启动阶段时间60天,有机负荷6.5kgCOD/m3・d;从进水 为10%的芬顿出水逐步过渡为100%的芬顿出水,保持COD去除率>80%;
启动阶段的四个阶段:
第一阶段为初期运行,第1~15d,进水为配置的葡萄糖废水,维持反应器 水力负荷不变,靠增加进水COD浓度来提高有机负荷,控制进水流量为0.48L/h, 回流比为6∶1,进水COD浓度从1500mg/L逐步提高到4000mg/L,反应器有 机负荷由2.5kgCOD/m3・d提高至6.5kgCOD/m3・d,COD均大于80%,颗粒污泥 逐渐形成,反应器运行稳定;
第二阶段为硫酸盐负荷提高期,第16~25d,维持反应器水力负荷、有机负 荷不变,硫酸盐浓度由2g/L逐步提高到10g/L,进水COD为4000mg/L,COD 去除率均大于80%,运行稳定;
第三阶段为芬顿出水驯化期,第26~40d,维持水力负荷条件不变,进水中 芬顿出水含量从10%开始,当COD去除率大于80%时,稳定运行2~3个停留 时间,逐步增加膨胀颗粒污泥床反应器进水中芬顿出水含量,在起始阶段,COD 去除率很快的达到稳定,当芬顿出水含量达到进水废水总量的40%以上时,去 除率则波动较大,有时出现持续下降的情况,说明此时芬顿出水对微生物有所 抑制,但随着驯化的继续,COD去除率又逐渐恢复,膨胀颗粒污泥床反应器运 行稳定,在这一阶段,颗粒污泥中已逐步形成一个分布合理的微生物群体;
第四阶段为完全芬顿出水运行期,第41~60d,芬顿出水直接进入厌氧膨胀 颗粒污泥床反应器,在有机负荷为8~10kgCOD/m3・d,VSS/SS为0.81条件下 运行;当进水pH为6.8~7.2,进水流量为0.48L/h,回流比为6∶1,进水COD 为4000~5000mg/L时,出水COD为500~800mg/L,COD去除率达到90%;
好氧处理:采用的一体式膜生物反应器,总容积为20L,内置中空膜组件4 个,膜组件为中空纤维微滤膜,膜材质为聚丙烯,膜孔径为0.1μm,膜面积为 0.5m2,反应器的液位通过自动液位控制器与进水泵提供的连动来调节,由空气 泵提供的空气通过微孔曝气器进入,由自动程序控制器控制出水泵的开和停, 出水泵采用间歇抽吸运行,抽吸频率为10min开,5min停,反应器内MLSS为 13.5g/L,MLVSS为10.3g/L,MLVSS/MLSS为76.3%,工况期间不排泥;反应 器进水为膨胀颗粒污泥床反应器出水,COD为500~800mg/L,有机负荷8 kgCOD/m3・d,经8h处理后出水COD为50~90mg/L,COD去除率达到90%;
芬顿氧化法-厌氧膨胀颗粒污泥床-好氧膜生物反应器组合系统处理难降 解高浓度废水在进水COD为30000mg/L以上的情况下,使出水COD在100mg/L 以下,总的COD去除率达99%,确保出水达标排放。
说明书
一种难降解高浓度有机废水的处理方法
技术领域
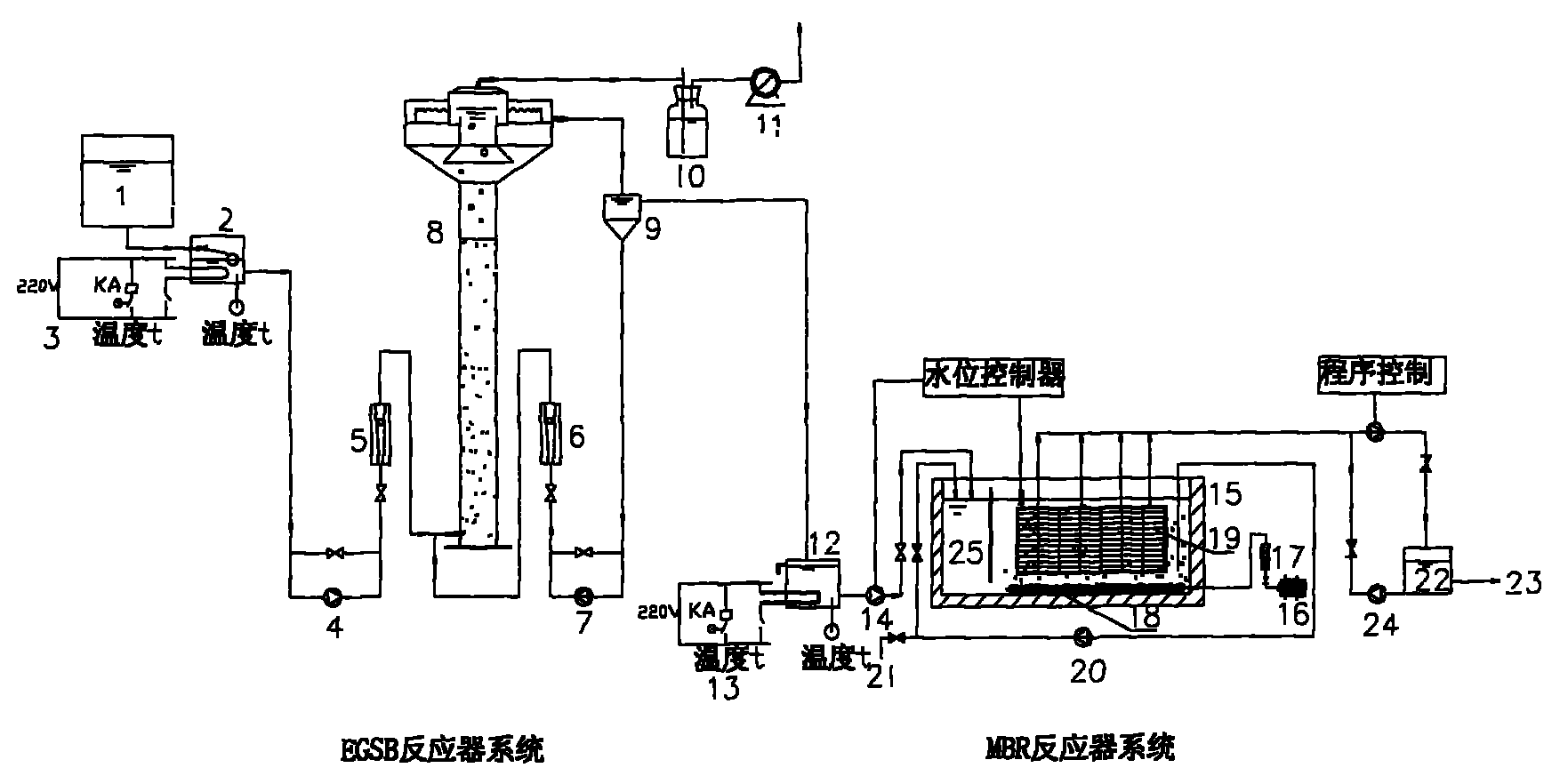
一种难降解高浓度有机废水的处理方法,属于环境保护技术领域。采用高 级氧化技术、高效厌氧生物处理技术和新型好氧生物处理技术相组合处理难降 解高浓度有机废水,具体通过芬顿氧化反应器(FOP)-厌氧膨胀颗粒污泥床 (EGSB)反应器-好氧膜生物反应器(MBR)组合系统进行处理。
背景技术
一般说来,难降解高浓度有机废水具有以下几方面的特点:(1)水质复杂, 危害性大,其中多数被列入我国和美国EPA环境优先控制污染物的黑名单中; (2)COD和BOD5浓度高。COD最高可达90000mg/L,BOD5最高可达38000mg/L; (3)含盐量高。常见的盐主要为氯化物、硫酸盐和磷酸盐等;(4)色度深且有恶臭; (5)微生物需要的营养元素比例严重失调,通常有机物、氮含量高,而磷元素较 为缺乏;(6)水质变化大,可生化性差,相对分子量大的有机物占优势,其 BOD/COD值很低,有时甚至低于0.1。由于难降解高浓度有机废水的这些特点, 一方面其对环境造成的污染十分严重,另一方面国内外虽然长期以来一直致力 于开发普适性强的技术及装备,但大多数未获得满意的处理效果。
高级氧化法由于其独特魅力,近十年来在废水处理领域成为国内外的研究 热点。采用高级氧化法处理生物难降解废水是将来废水处理的发展趋势,但现 阶段阻碍其应用推广的主要问题在于,高级氧化法的运行成本还比较高。相比 较而言,芬顿氧化法对COD的去除效果最为经济有效,比较能够被实际应用接 受,而其他的高级氧化法目前的应用实例还很少。
EGSB反应器的研究始于上世纪90年代初期,荷兰Wageningen农业大学率 先进行了研究。研究发现,由于EGSB反应器一般采用2.5-6.0m/h的上流速度, 最高可达10m/h以上,而在较高的上升流速下,反应器中的颗粒污泥处于悬浮 状态,克服了上流式厌氧污泥床(UASB)反应器易产生沟流和死角的缺点,并且 进水与颗粒污泥实现了充分接触,强化了传质效率,保证了反应器在较高的COD 负荷下正常运行。目前,EGSB反应器已开始应用于啤酒、食品、制糖、制药、 化工等行业的废水处理工程。实践表明,EGSB反应器的处理能力可达到UASB 反应器的2~5倍,并避免了UASB反应器存在的一些问题。从目前国际上废水 厌氧处理工程的实践来看,EGSB反应器已成为处理效能最高的厌氧反应器。
膜生物反应器的研究始于上世纪60年代的美国。早期的研究重点在于开发 适合高浓度污泥的膜分离装置,但由于条件所限,这项技术未能投入实际应用。 70年代后,日本出于污水再生利用的需要,开始重视膜分离技术在废水处理与 回用中的应用,开展了新材料的开发、膜分离装置的构造设计以及膜生物反应 器的运行等方面的研究。近年来,随着膜污染机理及其防治研究的不断深入, 膜材料的成本不断降低,膜分离技术逐步得到完善,膜生物反应器的应用领域 在不断扩大,前景广阔。
发明内容
本发明的目的是提出一种芬顿氧化法(FOP)-厌氧膨胀颗粒污泥床(EGSB) -好氧膜生物反应器(MBR)组合技术处理难降解高浓度有机废水的新工艺,主 要解决了目前存在的以下几个问题:(1)常规方法处理难降解高浓度有机废水的效率 不高,有些毒害性化合物难以去除,出水不能真正达到排放标准;(2)一些特殊工艺 投资较大,处理废水的成本较高,难以推广应用;(3)系统较为复杂,运行操作要求 较高,稳定性有待改善。本发明的主要目标是:通过芬顿氧化处理使部分COD降 解、一些毒害性化合物被转化、提高废水的可生化性;厌氧处理去除废水中大 部分COD,保证整个处理过程的高负荷和低成本;好氧处理使出水稳定达到排 放标准,实现整体工艺的环境和社会效益。本发明对实现难降解高浓度有机废 水处理技术的低投资、低运行成本、高稳定性和全面达标具有重要的学术意义 和实践价值。
本发明采用的分析测定方法:
COD、BOD、pH均按国家标准方法测定,方法如下:
COD:5B-1型COD快速测定仪;
BOD:220A型BOD快速测定仪;
pH:PHS-3C型酸度计;
混合液悬浮固体浓度(MLSS):重量法;
混合液挥发性悬浮固体浓度(MLVSS):重量法。
本发明的技术方案:一种难降解高浓度有机废水的处理方法,是采用芬顿氧 化法(FOP)-厌氧膨胀颗粒污泥床(EGSB)-好氧膜生物反应器(MBR)组 合系统处理难降解高浓度有机废水的方法。工艺步骤为:
芬顿氧化预处理:反应器有效容积为1L,置于磁力搅拌器上;芬顿处理工艺: 废水置于反应器中,用硫酸调节pH值,加入一定量的FeSO4・7H2O,开启恒温 磁力搅拌器,使其充分混合溶解,待溶解后迅速加入设定量的H2O2,H2O2/COD 的质量比为2,H2O2/FeSO4的摩尔比为12,控制进水pH为3.5~4,反应开始一 段时间后,用NaOH溶液调节pH值为7~8,反应时间为40min,终止芬顿反应; 进水COD为30000~39000mg/L,出水COD为4000~5000mg/L,COD去除率 达到85%;出水BOD/COD由0.02提高至0.67,废水的可生化性大大提高。
厌氧处理:采用的膨胀颗粒污泥床反应器,反应器总容积2.7L,反应区容积 2.5L,反应区高度为1m,温度控制在35℃,接种污泥SS为56.7g/L,VSS为 38.2g/L,接种污泥量为反应器容积的1/3;反应器的启动和驯化是同时进行的, 最初进水为葡萄糖废水,随后进水中逐渐增加芬顿出水的含量,直到反应器进 水完全是经芬顿处理后的废水;控制措施为:当COD去除率大于80%,且呈不 断上升的趋势时,开始逐步提高负荷,负荷提高幅度为10%~30%,整个启动阶 段共分四个阶段,有效启动阶段时间60天,有机负荷6.5kgCOD/m3・d;从进水 为10%的芬顿出水逐步过渡为100%的芬顿出水,保持COD去除率>80%。
启动阶段的四个阶段:
第一阶段为初期运行,第1~15d,进水为配置的葡萄糖废水,维持反应器 水力负荷不变,靠增加进水COD浓度来提高有机负荷,控制进水流量为0.48L/h, 回流比为6∶1,进水COD浓度从1500mg/L逐步提高到4000mg/L,反应器有 机负荷由2.5kgCOD/m3・d提高至6.5kgCOD/m3・d,COD均大于80%,颗粒污泥 逐渐形成,反应器运行稳定。
第二阶段为硫酸盐负荷提高期,第16~25d,维持反应器水力负荷,有机负 荷不变,硫酸盐浓度由2g/L逐步提高到10g/L,进水COD为4000mg/L,COD 去除率均大于80%,运行稳定。
第三阶段为芬顿出水驯化期,第26~40d,维持水力负荷条件不变,进水中 芬顿出水含量从10%开始,当COD去除率大于80%时,稳定运行2~3个停留 时间,逐步增加膨胀颗粒污泥床反应器进水中芬顿出水含量。在起始阶段,COD 去除率很快的达到稳定。当芬顿出水含量达到进水废水总量的40%以上时,去 除率则波动较大,有时出现持续下降的情况,说明此时芬顿出水对微生物有所 抑制,但随着驯化的继续,COD去除率又逐渐恢复,膨胀颗粒污泥床反应器运 行稳定,在这一阶段,颗粒污泥中已逐步形成一个分布合理的微生物群体。
第四阶段为完全芬顿出水运行期,第41~60d,芬顿出水直接进入厌氧膨胀 颗粒污泥床反应器,在有机负荷为8~10kgCOD/m3・d,VSS/SS为0.81条件下 运行;当进水pH为6.8~7.2,进水流量为0.48L/h,回流比为6∶1,进水COD 为4000~5000mg/L时,出水COD为500~800mg/L,COD去除率达到90%。
芬顿氧化出水进入厌氧膨胀颗粒污泥床(EGSB)反应器,反应器可在60个运行 日内启动成功,采用四阶段运行策略,处理后出水COD在500~800mg/L,COD去除 率在90%左右。
好氧处理:采用的一体式膜生物反应器,总容积为20L,内置中空膜组件4 个,膜组件为中空纤维微滤膜,膜材质为聚丙烯,膜孔径为0.1μm,膜面积为 0.5m2,反应器的液位通过自动液位控制器与进水泵提供的连动来调节,由空气 泵提供的空气通过微孔曝气器进入,由自动程序控制器控制出水泵的开和停, 出水泵采用间歇抽吸运行,抽吸频率为10min开,5min停,反应器内MLSS为 13.5g/L,MLVSS为10.3g/L,MLVSS/MLSS为76.3%,工况期间不排泥;反应 器进水为膨胀颗粒污泥床反应器出水,COD为500~800mg/L,有机负荷8 kgCOD/m3・d,经8h处理后出水COD为50~90mg/L,COD去除率达90%以上。
芬顿氧化法(FOP)-厌氧膨胀颗粒污泥床(EGSB)-好氧膜生物反应器 (MBR)组合系统处理难降解高浓度废水的效果极佳,在进水COD为30000mg/L 以上的情况下,可使出水COD在100mg/L以下,总的COD去除率达99%,确 保出水达标排放。
采用的芬顿氧化反应器有效容积为1L,置于磁力搅拌器上。
采用的EGSB反应器用有机玻璃制成,反应器总容积2.7L,反应区容积2.5L, 反应区高度为1m,反应器放置在特制的恒温室内,用WMZK-01温度指示控制 仪和热源构成自动温度控制系统,温度控制在35℃左右,接种污泥来自太湖水 集团啤酒厂UASB反应器的颗粒污泥,SS为56.7g/L,VSS为38.2g/L,VSS/SS 为67.4%,接种污泥量为反应器容积的1/3。
所采用的一体式MBR反应器,总容积为20L,内置中空纤维膜组件4个, 膜组件为杭州浙大凯华膜技术有限公司生产的中空纤维微滤膜,膜材质为聚丙 烯,膜孔径为0.1μm,膜面积为0.5m2,反应器的液位通过自动液位控制器与进 水泵提供的连动来调节,有空气泵提供的空气通过微孔曝气器进入,由自动程 序控制器控制出水泵的开和停,出水泵采用间歇抽吸运行,抽吸频率为10min 开,5min停,反应器内MLSS为13.5g/L,MLVSS为10.3g/L,MLVSS/MLSS 为76.3%,工况期间不排泥。
芬顿氧化预处理:反应时间,反应温度,双氧水和亚铁离子投加量以及初 始pH值是影响处理效果的因素。其中双氧水的浓度对反应具有决定作用,若双 氧水的浓度过低会使处理效率下降,随着浓度增高,COD去除率上升,但到一 定值后,去除率不升反降,当H2O2/COD(质量比)为2时,处理效果最好; FeSO4・7H2O投加量取决于双氧水的投加量,当H2O2/FeSO4(摩尔比)为12时, 去除率最好;芬顿反应很快速,反应十分钟左右就能去除大部分COD,一般在 四十分钟后,去除率上升缓慢甚至下降;反应温度越高,反应速率越快,去除 效果越好,考虑到实际操作影响因素,一般取室温条件。
EGSB厌氧处理:反应器的启动和驯化是同时进行的,最初进水为葡萄糖废 水,随后进水中逐渐增加芬顿出水的含量,直到反应器进水完全是经芬顿处理 后的废水;控制措施为:当COD去除率大于80%,且呈不断上升的趋势时,开 始逐步提高负荷,负荷提高幅度为10%~30%,整个启动阶段共分四个阶段,有 效启动阶段时间60天,有机负荷6.5kgCOD/m3・d;从进水为10%的芬顿出水逐 步过渡为100%的芬顿出水,保持COD去除率>80%。
启动阶段为四个阶段。
MBR好氧处理:一体式MBR反应器进水为EGSB反应器出水,有机负荷 8kgCOD/m3・d,经8h处理后COD去除率>90%,系统出水COD为50~90mg/L, 污泥负荷约为2.1kgCOD/m3・d。
本发明可达到的经济技术指标:(1)在处理难降解高浓度有机废水时,工作 温度常温或中温条件下,实现出水COD、TN等指标达到国家综合污水排放一 级标准;(2)EGSB的COD容积负荷>15-20kg/m3・d;(3)本系统处理同类废水的费 用不高于现行工程技术水平。
本发明的有益效果:本发明采用芬顿氧化法(FOP)-厌氧膨胀颗粒污泥床 (EGSB)-好氧膜生物反应器(MBR)组合系统处理难降解高浓度有机废水, 具有投资低、运行成本低、稳定性高、出水全面达标的特点,工业化生产并投 入使用后不仅可大大减少难降解高浓度有机废水对环境的污染,产生很大的环 境效益,而且可积极推动废水处理领域的技术革新和科技进步,由此产生一定 的社会效益。在研究思想和工艺方面的创新点包括:(1)芬顿氧化法(FOP)- 厌氧膨胀颗粒污泥床(EGSB)-膜生物反应器(MBR)组合系统处理难降解有 机废水的技术思想,通过高级氧化处理使部分COD降解、一些毒害性化合物被 转化、提高废水的可生化性;厌氧处理去除废水中大部分COD,保证整个处理 过程的高负荷和低成本;好氧处理使出水稳定达到排放标准,实现整体工艺的 环境和社会效益。(2)EGSB反应器的放大技术,包括工作条件的优化、合理结 构的分析比较、流体流动模型的分析、生化反应动力学的实验研究等,由此进 行反应器结构的优化和最佳运行条件的确定。(3)针对难降解高浓度有机废水, 建立以技术和经济指标为基础的FOP-EGSB-MBR组合优化工艺,以及科学的评 价体系。





