
申请日2018.02.11
公开(公告)日2018.12.21
IPC分类号C02F1/04; C02F1/02; C07C209/86; C07C211/04; C07C45/78; C07C49/08; C01C1/24; C02F103/36
摘要
本实用新型公开了一种牛磺酸废水零排放处理装置,包括:预处理装置,包括预处理塔(1)、给所述预处理提供热量的再沸器(5)以及设置在所述预处理塔(1)顶部的冷凝回流装置;气相处理装置,包括氨精制塔(7),用于与经过所述预处理塔(1)处理后的气相待处理物质中的硫化氢反应生成硫酸铵产品;液相处理装置,包括精馏塔(12),与所述预处理塔(1)底部出口连接,可实现牛磺酸废水的COD值,PH值,氨氮值同时达标,所有循环水零排放,三废零排放,有效将资源最大利用化,降低了环境的污染。
权利要求书
1.牛磺酸废水零排放处理装置,其特征在于,包括:
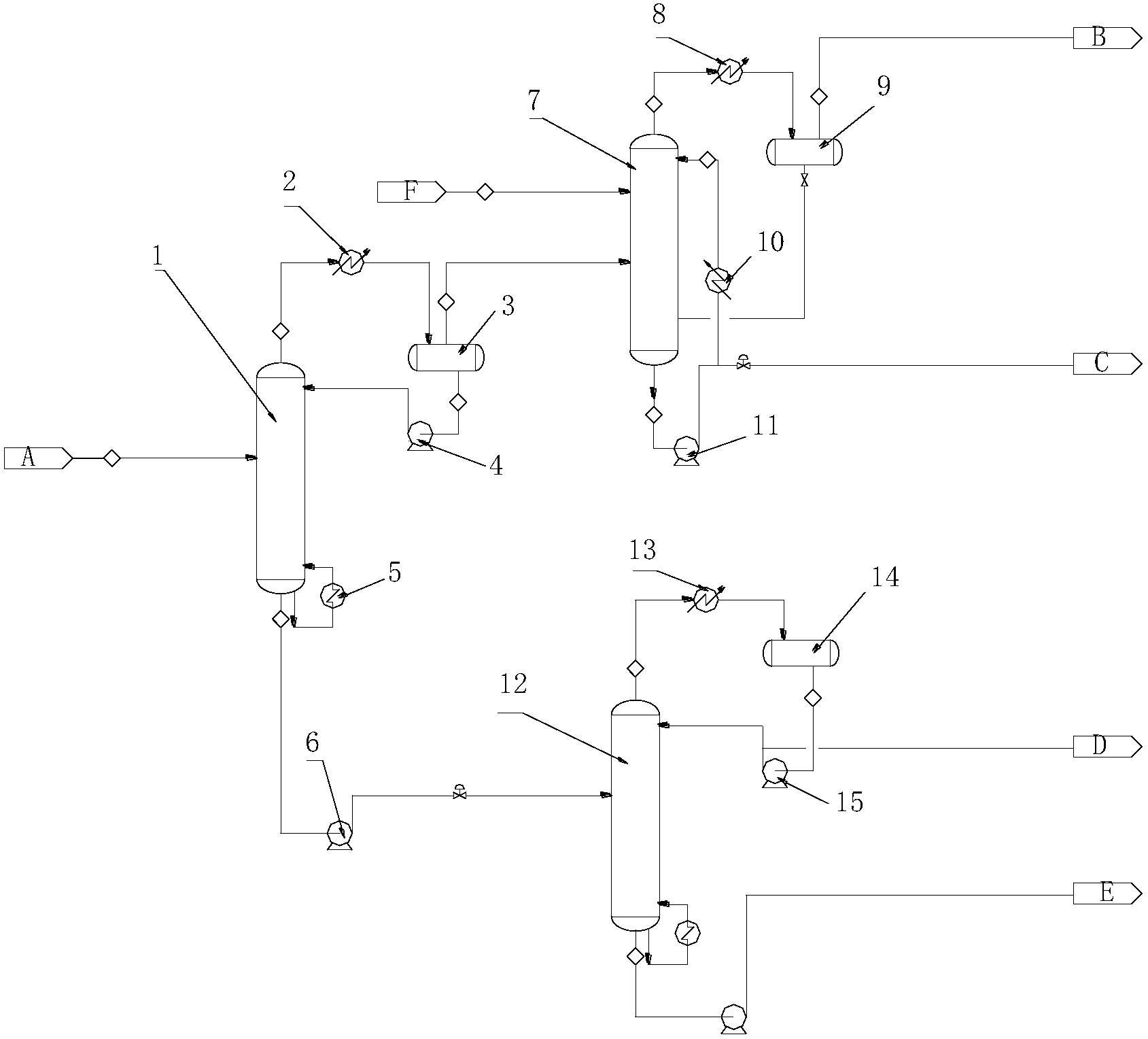
预处理装置,包括预处理塔(1)、再沸器(5)和冷凝回流装置,其中,所述再沸器(5)与所述预处理塔(1)连接,并给所述预处理塔(1)提供热量,所述冷凝回流装置设置在所述预处理塔(1)顶部;
气相处理装置,包括氨精制塔(7),用于与经过所述预处理塔(1)处理后的气相待处理物质中的硫化氢反应生成硫酸铵产品;
液相处理装置,包括精馏塔(12),与所述预处理塔(1)底部出口连接。
2.根据权利要求1所述的牛磺酸废水零排放处理装置,其特征在于,所述冷凝回流装置包括:
预处理塔冷凝器(2),与所述预处理塔(1)顶部出口连接,用于冷凝经过所述预处理塔(1)处理后的气相待处理物质并产生液相回流物质;
预处理塔回流罐(3),与所述预处理塔冷凝器(2)连接,用于回收所述液相回流物质;
预处理塔回流泵(4),分别与所述预处理塔回流罐(3)、所述预处理塔(1)连接,用于将所述液相回流物质增压后返回所述预处理塔(1)中。
3.根据权利要求1所述的牛磺酸废水零排放处理装置,其特征在于,所述气相处理装置还包括氨精制冷却器(10),用于给所述氨精制塔(7)进行降温处理。
4.根据权利要求1所述的牛磺酸废水零排放处理装置,其特征在于,所述液相处理装置还包括:
精馏塔冷凝器(13),设置在所述精馏塔(12)塔顶,用于冷凝所述精馏塔(12)塔顶蒸汽;
精馏回流罐(14),与所述精馏塔冷凝器(13)连接,用于回收经过所述精馏塔冷凝器(13)处理得到的液相;
精馏回流泵(15),分别与所述精馏回流罐(14)、所述精馏塔(12)连接,用于将所述液相回流至所述精馏塔(12)中。
5.根据权利要求1所述的牛磺酸废水零排放处理装置,其特征在于,还包括冷却器(8),用于对精制后的氨气进行冷却处理。
6.根据权利要求5所述的牛磺酸废水零排放处理装置,其特征在于,所述冷却器(8)控制冷却温度为5-25℃。
说明书
牛磺酸废水零排放处理装置
技术领域
本实用新型涉及精细化工领域,具体涉及牛磺酸废水零排放处理装置。
背景技术
牛磺酸被广泛应用于医药、食品添加剂、饲料、表面活性剂及增白剂等领域,且应用范围日趋扩大,近年来一直处于供不应求的状态,被广为熟知的就是可口可乐、红牛、脉动等所有功能饮料的必须添加剂。
目前,牛磺酸基本上是采用化学合成的方法生产,虽然文献报道牛磺酸的合成方法很多,但工业上主要采用两种方法生产牛磺酸:乙醇胺工艺和环氧乙烷工艺。乙醇胺工艺是以单乙醇胺为原料,经浓硫酸酯化,亚硫酸钠还原和分离纯化得到牛磺酸产品。环氧乙烷工艺是以环氧乙烷为起始原料,经与亚硫酸氢钠加成,然后经氨化、中和,分离纯化得到牛磺酸产品(吴迎,朱圣东牛磺酸的生产与市场[J].精细与专用化学品-2010(5).-1-3)。表1给出了现有两者牛磺酸生产工艺的具体原理对比:
表1 两种牛磺酸生产工艺对比表
其中采用乙醇胺工艺的特点是技术成熟,设备要求简单;缺点是收率低,生产成本高,污染严重。此工艺是牛磺酸的传统生产工艺,日本和中国大多数牛磺酸生产厂家均采用此工艺生产牛磺酸。而环氧乙烷工艺的特点是技术含量高,生产成本低(比乙醇胺工艺低大约5000元/t),污染小,对设备和控制水平要求高。该工艺由于生产成本低,环境污染小,正在逐步取代传统的乙醇胺工艺,而成为牛磺酸的主流生产工艺。
从表1所述的现有牛磺酸生产工艺介绍可知,无论是乙醇胺工艺和环氧乙烷工艺,成品反应的最后一个步骤均为产品牛磺酸、副产物硫酸钠和大量水。因此下一个净化步骤在国内均一致,就是采用多效蒸发,把大量水蒸发出去以后(1万吨/年规模废水约为300吨/天),使得母液饱和,分步结晶分别获得产品牛磺酸和硫酸钠。牛磺酸经过洗涤以后,产生高盐废水(1万吨/年规模约5吨/天)。生产废水含有高浓度COD、NH4+-N、有机氮及硫酸铵或氯化铵等盐类。
目前国内对牛磺酸生产废水处理做了许多研究工作,如电渗析、液膜法、废水资源化等处理技术。但是由于这些技术处理成本高、耐冲击负荷差、出水水质达不到要求,在工程应用中受到限制。因此,目前工业化的技术中,对废水分别收集处理然后采用生化法综合治理的技术路线是处理牛磺酸生产废水的常用途径(潘碌亭,王九成,韩悦催化内电解/水解酸化/UASB/AO/氧化耦合絮凝处理牛磺酸生产废水[J].工业水处理2015.35(9):96-99)。然而,对于1万规模的牛磺酸装置,采用环氧乙烷工艺处理,会产生高浓度废水5吨/天(含盐22%wt,氨氮值30000,COD值18000),低浓度废水300吨/天(含COD值2000-3000,氨氮值100-300,PH值10-11.5),如此高额的废水处理,给企业扩能和环保带来了极大的压力。采用循环水,直接成本0.8元/吨,污水处理费12元/吨计算,上述低浓度废水的直接成本为126.7万元/年,考虑机泵,预处理水池等各种设备设施以后,成本将高达350万元/年,加之高浓度废水处理,整个项目每年运行成本约400万元。对于水资源缺乏地区,循环水的来源也是一亟待解决的问题。
另外实用新型专利[专利申请号:201510806182.6]中公布了一种牛磺酸废水处理工艺,该工艺是采用了三级生物发酵方法处理,处理后废水外排,能耗的投资巨大;另一项实用新型专利[专利申请号:201220508572.7]公布了一种采用多效蒸发浓缩的工艺,该工艺只是把高盐高氨氮的废水采用多效蒸发进行浓缩,蒸发塔顶蒸汽冷凝以后,仍然会变为上述低浓度废水,因为蒸发过程中轻沸点有机物,游离氨氮均会进入水蒸气中,所以大量的废水还是需要送出到界区废水处理厂,该实用新型专利为现有工业化装置普遍使用的最后一步反应的浓缩设备而已,没有从原则上消除大量废水的产生。
有鉴于上述现有的牛磺酸废水处理存在的缺陷,本实用新型人基于从事此类产品设计制造多年丰富的实务经验及专业知识,并配合学理的运用,积极加以研究创新,以期创设一种牛磺酸废水处理工艺及其设备,使其更具有实用性。经过不断的研究、设计,并经反复试作样品及改进后,终于创设出确具实用价值的本实用新型。
实用新型内容
本实用新型的主要目的在于,克服现有的牛磺酸废水处理存在的未能实现废水零排放的缺陷,而提供一种牛磺酸废水处理工艺及其设备,投资小、能耗低,消除原有工艺对环境污染的同时,回收高附加值的产品,从而更加适于实用,且具有产业上的利用价值。
本实用新型的目的及解决其技术问题是采用以下技术方案来实现的。
牛磺酸废水零排放处理工艺,包括如下步骤:
步骤1、脱盐处理,将牛磺酸废水首先进行脱盐处理,去除其中的盐类物质,得到脱盐牛磺酸废水;
步骤2、所述脱盐牛磺酸废水的预处理,将所述步骤1中得到的所述脱盐牛磺酸废水经再沸器汽化处理后形成气相待处理物质和液相待处理物质;
步骤3、所述气相待处理物质的再处理,在气相待处理物质中通入饱和氨水,与所述牛磺酸废水中的硫化氢反应形成硫酸铵;
步骤4、所述液相待处理物质的再处理,将所述液相待处理物质在精馏塔中进行精馏处理分离出二甲胺和丙酮。
作为一种优选的技术方案,所述步骤1中采用三效蒸发或MVR蒸发处理装置进行脱盐处理。
作为一种优选的技术方案,所述步骤2中预处理在预处理塔进行,且所述预处理塔中的操作压力为0.1-1.5MPa、回流比为0.1-50、塔顶操作温度为10-80℃。
作为一种优选的技术方案,所述步骤3在氨精制塔中进行,且所述氨精制塔的操作压力等于或小于所述预处理塔的操作压力、操作温度为5-50℃。
作为一种优选的技术方案,所述步骤3中所述饱和氨水的循环喷淋流量与所述气相待处理物质的液气比为1-10L/Nm3。
作为一种优选的技术方案,所述步骤4中所述精馏塔的塔顶操作压力为0.1-0.4MPa、塔顶温度为30-60℃、回流比为0.1-15。
牛磺酸废水零排放处理装置,包括:
预处理装置,包括预处理塔、给所述预处理提供热量的再沸器以及设置在所述预处理塔顶部的冷凝回流装置;
气相处理装置,包括氨精制塔,用于与经过所述预处理塔处理后的气相待处理物质中的硫化氢反应生成硫酸铵产品;
液相处理装置,包括精馏塔,与所述预处理塔底部出口连接。
作为一种优选的技术方案,所述冷凝回流装置包括:
预处理塔冷凝器,与所述预处理塔顶部出口连接,用于冷凝经过所述预处理塔处理后的气相待处理物质并产生液相回流物质;
预处理塔回流罐,与所述预处理塔冷凝器连接,用于回收所述液相回流物质;
预处理塔回流泵,分别与所述预处理塔回流罐与所述预处理塔连接,用于将所述液相回流物质增压后返回所述预处理塔中。
作为一种优选的技术方案,所述气相处理装置还包括氨精制冷却器,用于给所述氨精制塔进行降温处理。
作为一种优选的技术方案,所述液相处理装置还包括:
精馏塔冷凝器,设置在所述精馏塔塔顶,用于冷凝所述精馏塔塔顶蒸汽;
精馏回流罐,与所述精馏塔冷凝器连接,用于回收经过所述精馏塔冷凝器处理得到的的液相;
精馏回流泵,分别与所述精馏回流罐、所述精馏塔连接,用于将所述液相回流至所述精馏塔中。
采用上述技术方案,能够实现以下技术效果:
1)、本实用新型公开的牛磺酸废水零排放处理工艺流程简单,将原来直接送去生化处理的废水通过装置脱氨氮并回收丙酮以后,使得废水的COD值,PH值,氨氮值同时达标,所有循环水零排放,三废零排放,有效将资源最大利用化,降低了环境的污染,工艺简单,装置投资低,属于环境友好工艺,物料对设备无腐蚀,能耗低,应用前景广阔;
2、牛磺酸废水零排放处理工艺既可作为单塔使用,也可以多塔使用,对于高、低COD值,高、低氨氮值,高、低PH值的废水均可根据现场情况和废水情况合理组合工艺流程,使得投资最低,收益最大,环境污染降低为零;
3、牛磺酸废水零排放处理装置总体占地小,可以作为整体撬装成套使用,撬装设备结构简单,随用随走的优点,投资低,操作成本低,产品纯度高,适合连续化,半连续化,规模化生产;
4、按照1万吨/年生产规模,可节约生产成本400万元/年,副产的丙酮、氨气以及节约的废水处理设备设施费用200万元/年,每年可为企业带来600万元/年的直接收益,由此可见其前景优越





