
ЁЁЁЁЩъЧыШе2014.09.29
ЁЁЁЁЙЋПЊ(ЙЋИц)Ше2015.02.11
ЁЁЁЁIPCЗжРрКХC02F11/06; C02F11/12; C02F11/04
ЁЁЁЁеЊвЊ
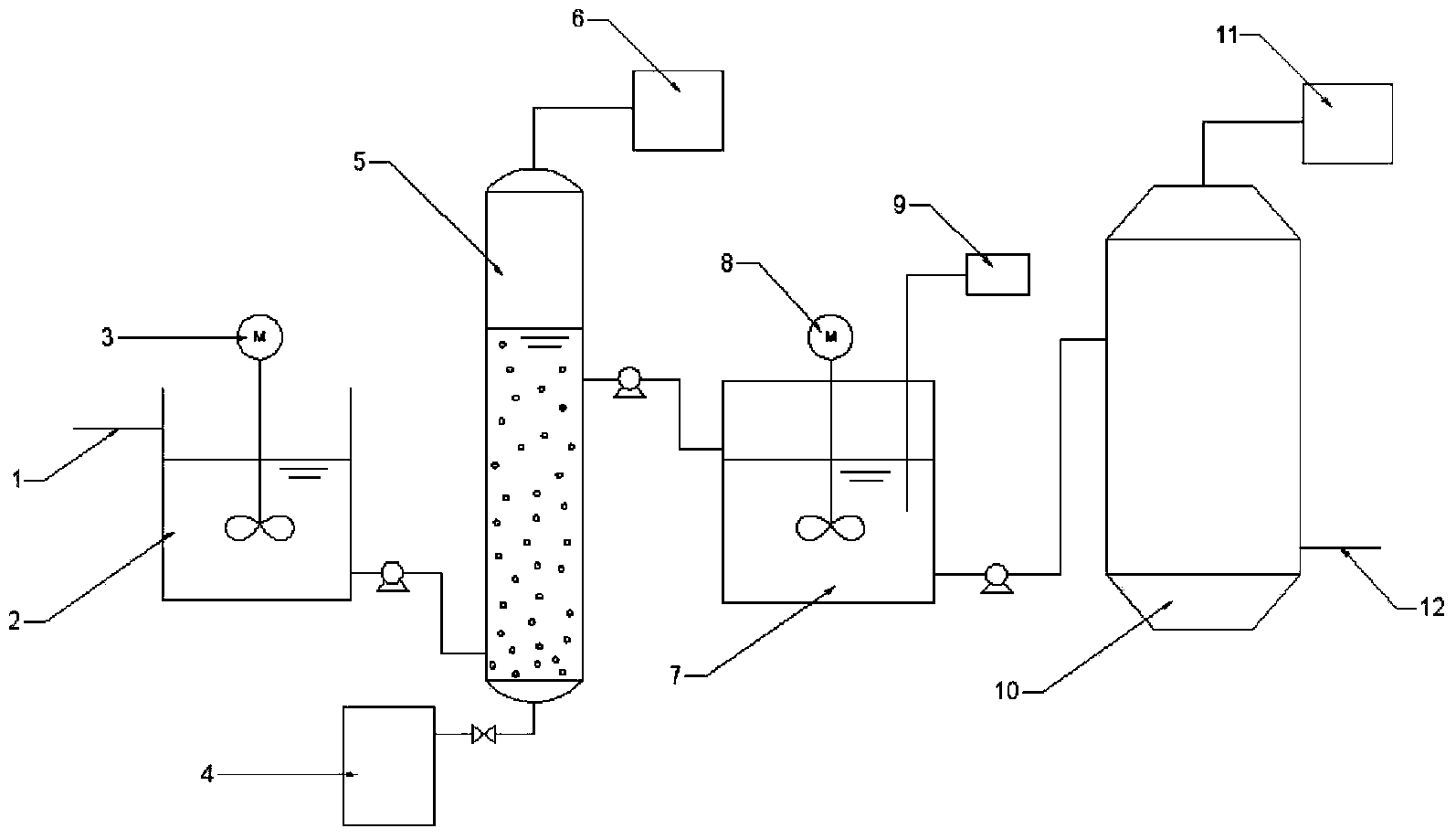
ЁЁЁЁБОЗЂУїЙЋПЊСЫвЛжжжЦвЉЮлФрМѕСПЛЏДІРэЗНЗЈЃЌАќРЈвдЯТВНжшЃКВНжш1)ЃЌНЋжЦвЉЮлЫЎДІРэГЇЪЃгржЦвЉЮлФрНјаажиСІХЈЫѕКѓЃЌОНјФрЙмЪфЫЭжСДЂФрГижаЃЌдкДЂФрГижаЭЈЙ§НСАшЛњНСАшОљдШ;ВНжш2)ЃЌДЂФрГиНСАшОљдШЕФЮлФрЭЈЙ§ШфЖЏБУЪфЫЭжСГєбѕбѕЛЏЗДгІЦїФкНјааГєбѕбѕЛЏДІРэ;ГєбѕбѕЛЏЗДгІЦїАќРЈГєбѕЗЂЩњЦїЁЂГєбѕНгДЅжљЁЂЮВЦјЪеМЏзАжУЃЌГєбѕЗЂЩњЦїЦјдДЮЊПеЦјЃЌВњЩњЕФГєбѕХЈЖШЮЊ10ЁЋ33mg/LЃЌГєбѕМгШыСПЮЊ50ЁЋ100mgO3/g TSЃЌЗДгІpH5.0ЁЋ8.0ЃЌЗДгІЮТЖШЮЊГЃЮТ20ЁЋ25ЁцВНжш3)ЃЌНЋВНжш2)ОЙ§ГєбѕбѕЛЏКѓЕФжЦвЉЮлФрЫЭШыШБбѕНСАшГиНјааНСАш;ВНжш4)ЃЌОШБбѕНСАшЕФЮлФрЫЭШыбсбѕЯћЛЏЗДгІЦїЃЌНјаажаЮТбсбѕЯћЛЏ;жаЮТбсбѕЯћЛЏЗДгІЦїФкЮТЖШЮЊ33ЁЋ37ЁцЃЌЗДгІpHЮЊ6.5ЁЋ7.5ЃЌЗДгІЪБМф10ЁЋ15ЬьЁЃ
ЁЁЁЁШЈРћвЊЧѓЪщ
ЁЁЁЁ1.вЛжжжЦвЉЮлФрМѕСПЛЏДІРэЗНЗЈЃЌЦфЬиеїдкгкЃЌАќРЈвдЯТВНжшЃК
ЁЁЁЁВНжш1)ЃЌНЋжЦвЉЮлЫЎДІРэГЇЪЃгржЦвЉЮлФрНјаажиСІХЈЫѕКѓЃЌОНј ФрЙмЪфЫЭжСДЂФрГижаЃЌдкДЂФрГижаЭЈЙ§НСАшЛњНСАшОљдШ;
ЁЁЁЁВНжш2)ЃЌДЂФрГиНСАшОљдШЕФЮлФрЭЈЙ§ШфЖЏБУЪфЫЭжСГєбѕбѕЛЏЗДгІ ЦїФкНјааГєбѕбѕЛЏДІРэ;ГєбѕбѕЛЏЗДгІЦїАќРЈГєбѕЗЂЩњЦїЁЂГєбѕ НгДЅжљЁЂЮВЦјЪеМЏзАжУЃЌГєбѕЗЂЩњЦїЦјдДЮЊПеЦјЃЌВњЩњЕФГєбѕХЈ ЖШЮЊ10ЁЋ33mg/LЃЌГєбѕЭЈЙ§юбКЯН№ЦиЦјХЬНјШыГєбѕНгДЅжљЕзВПЃЌ гыжЦвЉЮлФрЗЂЩњбѕЛЏзїгУЃЌГєбѕМгШыСПЮЊ50ЁЋ100mgO3/g TSЃЌЗДгІ pH5.0ЁЋ8.0ЃЌЗДгІЮТЖШЮЊГЃЮТ20ЁЋ25Ёц;
ЁЁЁЁВНжш3)ЃЌНЋВНжш2)ОЙ§ГєбѕбѕЛЏКѓЕФжЦвЉЮлФрЫЭШыШБбѕНСАшГи НјааНСАш;
ЁЁЁЁВНжш4)ЃЌОШБбѕНСАшЕФЮлФрЫЭШыбсбѕЯћЛЏЗДгІЦїЃЌНјаажаЮТбсбѕ
ЁЁЁЁЯћЛЏ;жаЮТбсбѕЯћЛЏЗДгІЦїФкЮТЖШЮЊ33ЁЋ37ЁцЃЌЗДгІpHЮЊ6.5ЁЋ7.5ЃЌ ЗДгІЪБМф10ЁЋ15Ьь;бсбѕЯћЛЏВњЩњЕФЩњЮяЦјОЙ§ЦјЬхЪеМЏзАжУЪе МЏЃЌВЂВтЖЈМзЭщКЌСПЁЃ
ЁЁЁЁ2.ИљОнШЈРћвЊЧѓ1ЫљЪіЕФвЛжжжЦвЉЮлФрМѕСПЛЏДІРэЗНЗЈЃЌЦфЬиеїдк гкЃЌЫљЪіЕФВНжш1)жаЕФжЦвЉЪЃгрЮлФрНјШыДЂФрГиЧАОЙ§2mmЩИ ЭјЃЌШЅГ§ДѓПХСЃЮяжЪЁЃ
ЁЁЁЁ3.ИљОнШЈРћвЊЧѓ1ЫљЪіЕФвЛжжжЦвЉЮлФрМѕСПЛЏДІРэЗНЗЈЃЌЦфЬиеїдк гкЃЌЫљЪіЕФВНжш4)жаЕФШБбѕНСАшГиФкЩшгадкЯпМрВтвЧЃЌМрВтЮл ФрpHЁЂDOЁЂORPЃЌИљОнМрВтЪ§жЕЖдЮлФрpHЁЂDOЁЂORPНјааЕїНкЃЌ ЪЙЮлФрДяЕНзюЪЪвЫбсбѕЯћЛЏЕФзДЬЌЁЃ
ЁЁЁЁЫЕУїЪщ
ЁЁЁЁвЛжжжЦвЉЮлФрМѕСПЛЏДІРэЗНЗЈ
ЁЁЁЁММЪѕСьгђ
ЁЁЁЁБОЗЂУїЩцМАжЦвЉаавЕЙЬЬхЗЯЦњЮяДІРэгызЪдДЛЏРћгУММЪѕСьгђЃЌЬиБ№ЩцМАвЛжжжЦвЉЮлФрМѕСПЛЏЕФДІРэЗНЗЈЃЌОпЬхЫЕЃЌЩцМАвЛжжРћгУГєбѕбѕЛЏММЪѕдЄДІРэжЦвЉЮлФрЃЌОШБбѕНСАшКѓНјаабсбѕЯћЛЏЃЌзюжеЪЕЯжжЦвЉЮлФрМѕСПЛЏЕФЗНЗЈЁЃ
ЁЁЁЁБГОАММЪѕ
ЁЁЁЁЫцзХжЦвЉаавЕЕФЗЂеЙЃЌжЦвЉЗЯЫЎвбГЩЮЊживЊЮлШОдДжЎвЛЁЃжЦвЉЗЯЫЎЖрВЩгУЛюадЮлФрЗЈЕШЩњЮяДІРэЗЈЃЌДІРэЙ§ГЬжаВњЩњДѓСПЪЃгрЮлФрЁЃжЦвЉЮлФрГЩЗжИДдгЃЌКЌгаДѓСПжЦвЉЙ§ГЬжаВаСєЕФдСЯвЉМАжаМфЬхЁЂжиН№ЪєКЭбЮРрвдМАЩйСПЕФВЁдЮЂЩњЮяЕШЁЃФПЧАЮвЙњЖджЦвЉЮлФрЕФДІРэЃЌЖрНЋЦфзїЮЊЮЃЯеЗЯЦњЮяНјааЬюТёЁЃ
ЁЁЁЁбсбѕЯћЛЏЪЧФПЧАЪРНчЩЯЦеБщЪЙгУЕФЮлФрДІжУЗНЗЈЃЌИУЗНЗЈОпгаЩБУ№ВЁОњЁЂМѕЩйЮлФрЬхЛ§ЃЌДйНјЮлФрзюжеЮШЖЈЕШгХЕуЃЌЭЌЪБВњЩњегЦјЃЌЛиЪеФмдДЃЌНЕЕЭФмКФЁЃШЛЖјФПЧАЙњФкЭтЖдетЯюММЪѕЕФбаЗЂжївЊМЏжадкДІРэГЧЪаЮлФрЁЃжЦвЉЮлФржаКЌгаДѓСПЕФгаЛњЮяЃЌНЋжЦвЉЮлФрНјаа бсбѕЯћЛЏДІРэЃЌПЩгааЇМѕЩйЮлФрЬхЛ§ЃЌЭЌЪБЪЕЯжжЦвЉЮлФрЕФзЪдДЛЏРћгУЁЃ
ЁЁЁЁЕЋЪЧжЦвЉЮлФрбсбѕЯћЛЏДІРэжмЦкНЯГЄЁЂЮлФрРћгУаЇТЪНЯЕЭЁЂВњегЦјСПНЯЩйЃЌвЛЖЈГЬЖШЩЯЯожЦСЫжЦвЉЮлФрЯћЛЏММЪѕЕФгІгУЁЃвђДЫашвЊЭЈЙ§вЛЖЈЕФдЄДІРэЗНЪНЃЌЦЦЛЕЮлФржаЮЂЩњЮяЯИАћБкЁЂЯИАћФЄЃЌЪЙЯИАћжаЕФгаЛњжЪЪЭЗХЃЌДгЖјМгЫйжЦвЉЮлФрбсбѕЯћЛЏЫЎНтЙ§ГЬЫйТЪЃЌЬсИпЮлФрВњЦјСПЃЌЫѕЖЬЮлФрбсбѕЯћЛЏЪБМфЃЌЬсИпЯћЛЏаЇТЪЁЃ
ЁЁЁЁГєбѕзїЮЊвЛжжЧПбѕЛЏМСЃЌПЩгааЇЦЦЛЕЩњЮяЯИАћБкЃЌЪЭЗХАћФкЮяжЪЃЌПЩзїЮЊбсбѕЯћЛЏЕФдЄДІРэММЪѕЁЃЯжгаММЪѕжаЃЌжаЙњзЈРћЁАвЛжжГєбѕДйНјЮлФрМѕСПЛЏЕФЗНЗЈ(зЈРћКХ200910234690.6)ЁБжаЃЌвдГЧЪаЮлФрЮЊЖдЯѓЃЌбаЗЂСЫГєбѕбѕЛЏдЄДІРэНсКЯбсбѕЯћЛЏЕФЮлФрДІРэММЪѕЃЌЕЋОГєбѕбѕЛЏКѓЕФЮлФржаВаСєДѓСПШчГєбѕЗжзгЕШбѕЛЏадЮяжЪЃЌВЂВЛЪЪвЫжБНгНјШыбсбѕЯћЛЏЗДгІЦїЁЃ
ЁЁЁЁЗЂУїФкШн
ЁЁЁЁБОЗЂУїеыЖдЩЯЪіЯжгажЦвЉЮлФрДІРэЯжзДДцдкЕФЮЪЬтЖјЬсГівЛжжжЦвЉЮлФрМѕСПЛЏЕФДІРэЗНЗЈЃЌИУЗНЗЈФмЙЛгааЇМѕЩйЮлФрЬхЛ§ЃЌДйНјжЦвЉЮлФрЕФЮШЖЈгыМѕСПЃЌЪЙбсбѕЯћЛЏаЇТЪзюДѓЛЏЃЌЭЌЪБЪеМЏбсбѕЯћЛЏВњЩњЕФегЦјНјааРћгУЃЌОпгаСМКУЕФзЪдДЛЏаЇЙћЁЃ
ЁЁЁЁЮЊНтОіБОЗЂУїЬсГіЕФММЪѕЮЪЬтЃЌБОЗЂУїЬсЙЉЕФММЪѕЗНАИЪЧЃКвЛжжжЦвЉЮлФрМѕСПЛЏДІРэЗНЗЈЃЌАќРЈвдЯТВНжшЃК
ЁЁЁЁВНжш1)ЃЌНЋжЦвЉЮлЫЎДІРэГЇЪЃгржЦвЉЮлФрНјаажиСІХЈЫѕКѓЃЌОНјФрЙмЪфЫЭжСДЂФрГижаЃЌдкДЂФрГижаЭЈЙ§НСАшЛњНСАшОљдШ;
ЁЁЁЁВНжш2)ЃЌДЂФрГиНСАшОљдШЕФЮлФрЭЈЙ§ШфЖЏБУЪфЫЭжСГєбѕбѕЛЏЗДгІЦїФкНјааГєбѕбѕЛЏДІРэ;ГєбѕбѕЛЏЗДгІЦїАќРЈГєбѕЗЂЩњЦїЁЂГєбѕНгДЅжљЁЂЮВЦјЪеМЏзАжУЃЌГєбѕЗЂЩњЦїЦјдДЮЊПеЦјЃЌВњЩњЕФГєбѕХЈЖШЮЊ10ЁЋ33mg/LЃЌГєбѕЭЈЙ§юбКЯН№ЦиЦјХЬНјШыГєбѕНгДЅжљЕзВПЃЌгыжЦвЉЮлФрЗЂЩњбѕЛЏзїгУЃЌГєбѕМгШыСПЮЊ50ЁЋ100mgO3/g TSЃЌЗДгІpH5.0ЁЋ8.0ЃЌЗДгІЮТЖШЮЊГЃЮТ20ЁЋ25Ёц
ЁЁЁЁВНжш3)ЃЌНЋВНжш2)ОЙ§ГєбѕбѕЛЏКѓЕФжЦвЉЮлФрЫЭШыШБбѕНСАшГиНјааНСАш;
ЁЁЁЁВНжш4)ЃЌОШБбѕНСАшЕФЮлФрЫЭШыбсбѕЯћЛЏЗДгІЦїЃЌНјаажаЮТбсбѕЯћЛЏ;жаЮТбсбѕЯћЛЏЗДгІЦїФкЮТЖШЮЊ33ЁЋ37ЁцЃЌЗДгІpHЮЊ6.5ЁЋ7.5ЃЌЗДгІЪБМф10ЁЋ15Ьь;бсбѕЯћЛЏВњЩњЕФЩњЮяЦјОЙ§ЦјЬхЪеМЏзАжУЪеМЏЃЌВЂВтЖЈМзЭщКЌСПЁЃ
ЁЁЁЁгХбЁЕФЃЌЫљЪіЕФВНжш1)жаЕФжЦвЉЪЃгрЮлФрНјШыДЂФрГиЧАОЙ§2mmЩИЭјЃЌШЅГ§ДѓПХСЃЮяжЪЁЃ
ЁЁЁЁНјвЛВНгХбЁЕФММЪѕЗНАИЪЧЃЌЫљЪіЕФВНжш4)жаЕФШБбѕНСАшГиФкЩшгадкЯпМрВтвЧЃЌМрВтЮлФрpHЁЂDOЁЂORPЃЌИљОнМрВтЪ§жЕЖдЮлФрpHЁЂDOЁЂORPНјааЕїНкЃЌЪЙЮлФрДяЕНзюЪЪвЫбсбѕЯћЛЏЕФзДЬЌЁЃ
ЁЁЁЁБОЗЂУїЕФгавцаЇЙћАќРЈЃКжЦвЉЮлФрОГєбѕбѕЛЏдЄДІРэЁЂШБбѕНСАшЁЂбсбѕЯћЛЏКѓЃЌЮлФргааЇЪЕЯжМѕСПЛЏЃЌTCODШЅГ§ТЪЮЊ65ЁЋ80%ЃЌVSШЅГ§ТЪ40ЁЋ59%ЃЌЮлФрЕФГСНЕадФмКЭЭбЫЎадФмЕУЕНИФЩЦЁЃБОЗЂУїЖдгкжЦвЉЪЃгрЮлФрМѕСПЛЏДІРэЦеЪЪадЧПЃЌПЩгУгкИїРржЦвЉЙЄвеЪЃгрЮлФрЕФДІРэЃЌОпгаЙуЗКЕФгІгУЧАОАЁЃ
ЁЁЁЁГєбѕгУгкжЦвЉЮлФрдЄДІРэЃЌПЩЫѕЖЬбсбѕЯћЛЏЫЎНтЙ§ГЬЃЌОШБбѕНСАшНЋЮлФрЕїНкжСзюЪЪвЫбсбѕЯћЛЏЕФзДЬЌЃЌПЩЪЙЮлФрЕФбсбѕЯћЛЏаЇТЪзюДѓЛЏЃЌГєбѕбѕЛЏ-ШБбѕНСАш-бсбѕЯћЛЏКѓЕФжЦвЉЮлФрЬхЛ§ДѓДѓМѕЩйЃЌНкдМЮлФрКѓајДІжУГЩБОЃЌЖјЧвЛёЕУЕФМзЭщЦјЬхПЩМгвдРћгУЃЌОпгаСМКУЕФОМУаЇвцЁЃ





