
°°°°…к«л»’2011.06.30
°°°°єЂњ™(єЂЄж)»’2012.01.18
°°°°IPCЈ÷јаЇ≈C02F1/78
°°°°’™“™
°°°°“ї÷÷–¬–Ќ≥ф—хЇЌќџЋЃїмЇѕµƒ“їћеїѓ…и±Є£ђЋь…жЉ∞ ѓ”Ќїѓє§ЈѕЋЃі¶јн…и±Є£ђњ’∆ш—єЋхїъ°ҐіҐ∆шєё°Ґ∆ш¬Јєэ¬Ћ∆чЇЌјдґ≥Є…‘пїъ“јіќЅђљ”£ђјдґ≥Є…‘пїъЈ÷±р”무µг“«ЇЌ≥ф—хЈҐ…ъ∆чЅђљ”£ђ≥ф—хЈҐ…ъ∆чЌ®єэPLCѕµЌ≥”л≥ф—х≈®ґ»Ј÷ќц“«Ѕђљ”£ђ«“≥ф—хЈҐ…ъ∆чЌ®єэPLCѕµЌ≥ЇЌїЈЊ≥≥ф—хЉа≤вЄ–”¶∆чЅђљ”£ђґаѕа»№∆ш±√”лќ»—єєёЅђљ”£ђќ»—єєё”л»№∆ш ЌЈ≈ЌЈЅђљ”£ђ«“»№∆ш ЌЈ≈ЌЈ…и÷√‘Џ≥ф—хЈі”¶≥Ўµƒµ„≤њ£ђ≥ф—хЈі”¶≥ЎƒЏ≤њ…и÷√”–ЋЃ÷–≥ф—х≈®ґ»Ј÷ќц“«£ђќ≤∆ш∆∆їµ∆чµƒ“їґЋ”л≥ф—хЈі”¶≥ЎЅђљ”°£ЋьљЏ‘Љ‘Ћ––Ј—”√°ҐћбЄя≥ф—хЇЌЋЃµƒїмЇѕ–Ієы°Ґ„‘ґѓїѓ≥ћґ»Єя£ђѕµЌ≥ є”√ ў√ь≥§°£
°°°°»®јы“™«у й
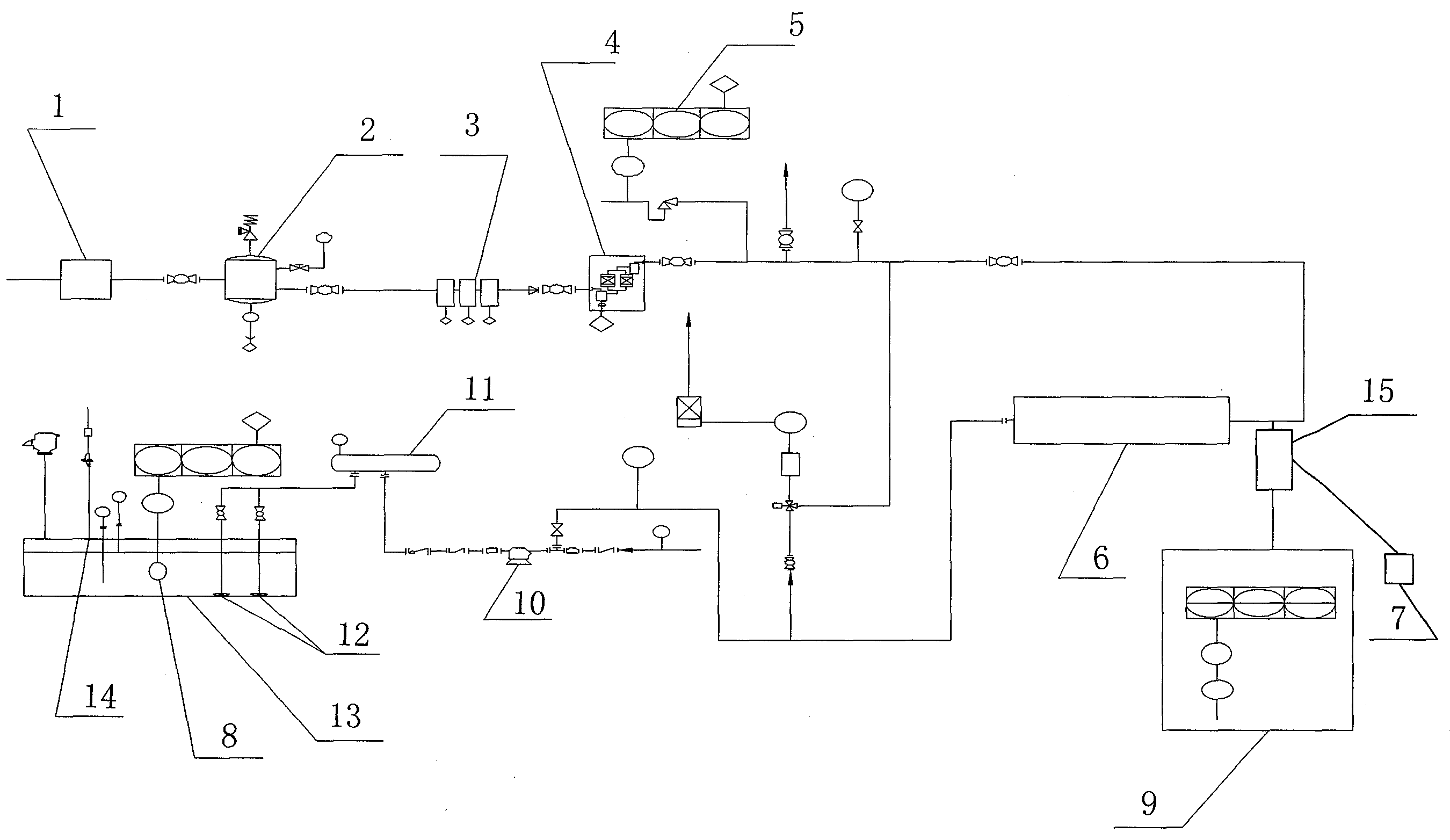
°°°°1.“ї÷÷–¬–Ќ≥ф—хЇЌќџЋЃїмЇѕµƒ“їћеїѓ…и±Є£ђ∆дћЎ’ч‘Џ”ЏЋь∞ьЇђњ’∆ш—єЋхїъ(1)°ҐіҐ∆шєё(2)°Ґ∆ш¬Јєэ¬Ћ∆ч(3)°Ґјдґ≥Є…‘пїъ(4)°Ґ¬ґµг“«(5)°Ґ≥ф—хЈҐ…ъ∆ч(6)°Ґ≥ф—х≈®ґ»Ј÷ќц“«(7)°ҐЋЃ÷–≥ф—х≈®ґ»Ј÷ќц“«(8)°ҐїЈЊ≥≥ф—хЉа≤вЄ–”¶∆ч(9)°Ґґаѕа»№∆ш±√(10)°Ґќ»—єєё(11)°Ґ»№∆ш ЌЈ≈ЌЈ(12)°Ґ≥ф—хЈі”¶≥Ў(13)°Ґќ≤∆ш∆∆їµ∆ч(14)ЇЌPLCѕµЌ≥(15)£ђњ’∆ш—єЋхїъ(1)°ҐіҐ∆шєё(2)°Ґ∆ш¬Јєэ¬Ћ∆ч(3)ЇЌјдґ≥Є…‘пїъ(4)“јіќЅђљ”£ђјдґ≥Є…‘пїъ(4)Ј÷±р”무µг“«(5)ЇЌ≥ф—хЈҐ…ъ∆ч(6)Ѕђљ”£ђ≥ф—хЈҐ…ъ∆ч(6)Ќ®єэPLCѕµЌ≥(15)”л≥ф—х≈®ґ»Ј÷ќц“«(7)Ѕђљ”£ђ«“≥ф—хЈҐ…ъ∆ч(6)Ќ®єэPLCѕµЌ≥(15)ЇЌїЈЊ≥≥ф—хЉа≤вЄ–”¶∆ч(9)Ѕђљ”£ђґаѕа»№∆ш±√(10)”лќ»—єєё(11)Ѕђљ”£ђќ»—єєё(11)”л»№∆ш ЌЈ≈ЌЈ(12)Ѕђљ”£ђ«“»№∆ш ЌЈ≈ЌЈ(12)…и÷√‘Џ≥ф—хЈі”¶≥Ў(13)µƒµ„≤њ£ђ≥ф—хЈі”¶≥Ў(13)ƒЏ≤њ…и÷√”–ЋЃ÷–≥ф—х≈®ґ»Ј÷ќц“«(8)£ђќ≤∆ш∆∆їµ∆ч(14)µƒ“їґЋ”л≥ф—хЈі”¶≥Ў(13)Ѕђљ”°£
°°°°Ћµ√ч й
°°°°“ї÷÷–¬–Ќ≥ф—хЇЌќџЋЃїмЇѕµƒ“їћеїѓ…и±Є
°°°°ЉЉ хЅм”т£Ї
°°°°±Њ µ”√–¬–Ќ…жЉ∞ ѓ”Ќїѓє§ЈѕЋЃµƒі¶јн…и±Є£ђЊяће…жЉ∞“ї÷÷–¬–Ќ≥ф—хЇЌќџЋЃїмЇѕµƒ“їћеїѓ…и±Є°£
°°°°±≥Њ∞ЉЉ х£Ї
°°°°≥ф—хїмЇѕЉЉ х‘Џќ“єъ2000ƒк«∞Їу“—Њ≠њ™ ЉЌ∆єг£ђ«∞∆Џ÷ч“™≤…”√≥ф—х∆Ў∆ш∆чЈљ љљш––∆шЋЃїмЇѕ£ђЄ√÷÷∆шЋЃїмЇѕЈљ љ£ђ–Ієы≤ї√чѕ‘£ђ≥ф—хјы”√¬ љц”–35%„у”“£ђіуЅњµƒ≥ф—хќіЇЌЋЃ≥дЈ÷љ”і•£ђЊЌћ”“Ё≥цјі£ђ–ќ≥…ЅЋ≥ф—хќ≤∆ш°£
°°°°≥ф—х“‘«∞÷ч“™”√”Џ“ы”√ЋЃµƒі¶јн£ђ„чќ™„оЄя–Іµƒ—хїѓЉЅ÷Ѓ“ї£ђ≥ф—хњ…“‘÷±љ”ѕы≥э‘”÷ ЇЌќџ»Њќп£ђ»•≥э—’…Ђ°Ґ∆шќґЇЌќҐ…ъќп£ђ≤ї…ъ≥…”–Ї¶µƒЄ±≤ъ∆Јїт≤–Ѕф°£≥ф—хїмЇѕЉЉ хЌ£Ѕф‘Џ“ы”√ЋЃµƒ…±ЊъѕыґЊЅм”т£ђ‘ЏЈѕЋЃі¶јнЅм”т”¶”√љѕ…ў£ђ‘≠“т «≥ф—хЇЌЈѕЋЃµƒїмЇЌЈљ љ±»љѕ¬дЇу£ђ≤їƒ№≥дЈ÷µƒ∞—ЈѕЋЃ÷–ƒ—љµљвµƒ”–їъќпЄƒ±дЈ÷„”љбєє£ђ±д≥…ґћЅі“„”Џ±їќҐ…ъќпљµљвµƒ”–їъќп°£
°°°° µ”√–¬–ЌƒЏ»Ё£Ї
°°°°±Њ µ”√–¬–Ќµƒƒњµƒ «ћбє©“ї÷÷–¬–Ќ≥ф—хЇЌќџЋЃїмЇѕµƒ“їћеїѓ…и±Є£ђЋьљвЊцЅЋ ѓїѓЈѕЋЃЊ≠єэґюЉґ…ъїѓі¶јнЇу£ђ≥цЋЃµƒњ……ъїѓ–‘≤о£ђƒ—”Џљш“ї≤љљш––…ъїѓі¶јнµƒќ ћв£ђљµµЌЅЋѕµЌ≥‘Ћ––µзЈ—£ђЋхґћЅЋ≥ф—хЇЌќџЋЃµƒЈі”¶ ±Љд£ђЉх…ўє§≥ћ„№Ќґ„ £ђ≤Ґ«“ѕµЌ≥’ЉµЎ√жїэЉх…ў£ђ≤…”√„‘ґѓїѓњЎ÷∆£ђќё–и ÷ґѓ≤ў„ч£ђљЏ‘ЉЅЋіуЅњјЌґѓЅ¶°£
°°°°ќ™ЅЋљвЊц±≥Њ∞ЉЉ хЋщіж‘Џµƒќ ћв£ђ±Њ µ”√–¬–Ќ≤…»°“‘ѕ¬ЉЉ хЈљ ∞Є£ЇЋь∞ьЇђњ’∆ш—єЋхїъ1°ҐіҐ∆шєё2°Ґ∆ш¬Јєэ¬Ћ∆ч3°Ґјдґ≥Є…‘пїъ4°Ґ¬ґµг“«5°Ґ≥ф—хЈҐ…ъ∆ч6°Ґ≥ф—х≈®ґ»Ј÷ќц“«7°ҐЋЃ÷–≥ф—х≈®ґ»Ј÷ќц“«8°ҐїЈЊ≥≥ф—хЉа≤вЄ–”¶∆ч9°Ґґаѕа»№∆ш±√10°Ґќ»—єєё11°Ґ»№∆ш ЌЈ≈ЌЈ12°Ґ≥ф—хЈі”¶≥Ў13°Ґќ≤∆ш∆∆їµ∆ч14ЇЌPLCѕµЌ≥15£ђњ’∆ш—єЋхїъ1°ҐіҐ∆шєё2°Ґ∆ш¬Јєэ¬Ћ∆ч3ЇЌјдґ≥Є…‘пїъ4“јіќЅђљ”£ђјдґ≥Є…‘пїъ4Ј÷±р”무µг“«5ЇЌ≥ф—хЈҐ…ъ∆ч6Ѕђљ”£ђ≥ф—хЈҐ…ъ∆ч6Ќ®єэPLCѕµЌ≥15”л≥ф—х≈®ґ»Ј÷ќц“«7Ѕђљ”£ђ«“≥ф—хЈҐ…ъ∆ч6Ќ®єэPLCѕµЌ≥15ЇЌїЈЊ≥≥ф—хЉа≤вЄ–”¶∆ч9Ѕђљ”£ђґаѕа»№∆ш±√10”лќ»—єєё11Ѕђљ”£ђќ»—єєё11”л»№∆ш ЌЈ≈ЌЈ12Ѕђљ”£ђ«“»№∆ш ЌЈ≈ЌЈ12…и÷√‘Џ≥ф—хЈі”¶≥Ў13µƒµ„≤њ£ђ≥ф—хЈі”¶≥Ў13ƒЏ≤њ…и÷√”–ЋЃ÷–≥ф—х≈®ґ»Ј÷ќц“«8£ђќ≤∆ш∆∆їµ∆ч14µƒ“їґЋ”л≥ф—хЈі”¶≥Ў13Ѕђљ”°£
°°°°±Њ µ”√–¬–Ќµƒє§„ч‘≠јнЈ÷ќ™≥ф—х≤ъ…ъ°Ґ≥ф—хїмЇѕЇЌ≥ф—хЈі”¶»эЄцљ„ґќ£Ї1°Ґ≥ф—х≤ъ…ъ£ђњ’∆ш—єЋхїъљЂњ’∆шЉ”—є÷Ѕ7.8barЇуЋЌ»ліҐ∆шєё£ђЊ≠єэ∆ш¬Јєэ¬Ћ∆чєэ¬ЋЇуљш»лјдґ≥Є…‘пїъ£ђјдґ≥Є…‘пїъљЂ—єЋхњ’∆ш¬ґµгљµ÷Ѕ-65°ж“‘ѕ¬£ђє©≥ф—хЈҐ…ъ∆ч≤ъ…ъ≥ф—х£ђЄ…‘пЇуµƒ∆шће—єЅ¶ќ™7.8
°°°°bar£ђ≥ф—хЈҐ…ъ∆ч“™«уµƒљш∆ш—єЅ¶ќ™2bar£ђѕµЌ≥÷–”…ѕ»µЉЈІЇЌµч—єЈІє≤Ќђ„й≥…ЅЋ—єЅ¶µчљЏѕµЌ≥£ђµч—єЈІ‘Џѕ»µЉЈІµƒ…иґ®—єЅ¶„ч”√ѕ¬љЂњ’∆ш—єЅ¶љµќ™2bar£ђњ…“‘Ќ®єэ—єЅ¶±нґЅ э°£
°°°°¬ґµг“«ќї”Џє©∆ш÷чє№£ђƒ№Ѕђ–ш≤вЅњ—х∆ш µЉ ¬ґµг≤ҐЈҐЋЌ4-20mAµƒ–≈Ї≈µљ÷чњЎ “PLCі¶ѕ‘ Њ£ђ“≤”–“їЄц“«±нѕ‘ Њ¬ґµг£ђіЂЄ–∆чµƒ≤вЅњЈґќІ‘Џ-100°жµљ+20°ж÷ЃЉд£ђіЂЄ–∆чѕµЌ≥”–ЅљЄц±®ЊѓЉґ±р£ђµЏ“їЄц±®Њѓ‘Џ¬ґµгќ™-65°ж ±і•ЈҐ£ђµЏґю¬ґµг±®Њѓ–≈Ї≈ «„о÷Ў“™µƒ±®Њѓ÷Ѓ“ї£ђ»зєы¬ґµгµљіп-60°ж ±ЊЌїбі•ЈҐ£ђ≥ф—х…ъ≤ъЌ£÷є£ђ÷ч≥ф—хє№…ѕµƒµзґѓЈІ√≈єЎ±’£ђ¬ґµг±®Њѓ–≈Ї≈‘Џ÷чњЎ “PLCѕ‘ Њ∆Ѕі¶ѕ‘ Њ°£
°°°°2°Ґ≥ф—хїмЇѕ£ђ≥ф—хЇЌЋЃЊ≠ґаѕа»№∆ш±√“ї∆рќь»л£ђґаѕа»№∆ш±√µƒ“ґ¬÷∞—ЋЃЇЌ∆ш–э«–≥…30umѕЄ–°µƒ≈Ёƒ≠£ђ є∆д≥дЈ÷їмЇѕ£ђ“ґ¬÷ЄяЋў–э„™≤ъ…ъµƒЄя—є∞—≥дЈ÷їмЇѕµƒ≥ф—х»№»лЋЃјп£ђ–ќ≥…ќ»ґ®µƒ≥ф—хЋЃ£ђ≥ф—х»№љв–І¬ њ…іпµљ99%£ђЌ®єэ»№∆ш ЌЈ≈ЌЈ ЌЈ≈≥ф—х°£
°°°°3°Ґ≥ф—хЈі”¶£ђЋЃ÷–≥ф—х≈®ґ»Ј÷ќц“«љЂЋЃ÷–»№љвµƒ≥ф—х≈®ґ»Љ∞ ±Јіј°ЄшPLCѕµЌ≥£ђ»зєыЋЃ÷–≥ф—х≈®ґ»єэµЌ£ђPLCїбЄш≥ф—хЈҐ…ъ∆ч–≈Ї≈њ…“‘Љ”іу≥ф—хЌґЉ”Ѕњ;µ±їЈЊ≥µƒ≥ф—х≈®ґ»≥ђєэ0.5mg/l ±£ђїЈЊ≥≥ф—хЉа≤вЄ–”¶∆чЄшPLCѕµЌ≥–≈Ї≈£ђ≥ф—хЈҐ…ъ∆чєЎ±’£ђќ≤∆ш∆∆їµ∆чљЂЋЃ÷–“з≥ц≤–”а≥ф—х£ђ ’Љѓ∆рјіљш––їѓ—Іі¶јнЇу£ђ≈≈≥ц≥ф—хЈі”¶≥ЎЌв;ќ≤∆ш∆∆їµ∆чќ™Љ”»»іяїѓ–Ќ£ђ”√”Џ∆∆їµќ≤∆ш≈≈Ј≈µљіу∆ш«∞‘Џќ≤∆ш÷–Їђ”–µƒ≥ф—х£ђјлњ™≥ф—хЈі”¶≥Ўµƒ∆шће»‘»їЇђ”–“ї–© £”аµƒ≥ф—х£ђ’в–©∆шће≤їƒ№÷±љ”≈≈Ј≈µљіу∆ш÷–»•£ђЌ®єэќ≤∆ш∆∆їµ∆ч÷–µƒіяїѓЉЅіяїѓЈ÷љвќ™—х∆шЇу≈≈÷Ѕіу∆ш÷–°£
°°°°±Њ µ”√–¬–ЌЊя”–“‘ѕ¬”–“ж–Ієы£ЇЋьљвЊцЅЋ ѓїѓЈѕЋЃЊ≠єэґюЉґ…ъїѓі¶јнЇу£ђ≥цЋЃµƒњ……ъїѓ–‘≤о£ђƒ—”Џљш“ї≤љљш––…ъїѓі¶јнµƒќ ћв£ђљµµЌЅЋѕµЌ≥‘Ћ––µзЈ—£ђЋхґћЅЋ≥ф—хЇЌќџЋЃµƒЈі”¶ ±Љд£ђЉх…ўє§≥ћ„№Ќґ„ £ђ≤Ґ«“ѕµЌ≥’ЉµЎ√жїэЉх…ў£ђ≤…”√„‘ґѓїѓњЎ÷∆£ђќё–и ÷ґѓ≤ў„ч£ђљЏ‘ЉЅЋіуЅњјЌґѓЅ¶°£





