
ЁЁЁЁЩъЧыШе2003.09.26
ЁЁЁЁЙЋПЊ(ЙЋИц)Ше2004.05.05
ЁЁЁЁIPCЗжРрКХC02F3/30; C02F3/28
ЁЁЁЁеЊвЊ
ЁЁЁЁвЛжжКУбѕ/бсбѕСНгУЗЯЫЎЩњЮяДІРэЯЕЭГЃЌАќРЈбсбѕЩ§СїЪНЗДгІЦїЃЌдкЫљЪіЗДгІЦїЕзВПЩшгаЦиЦјЭЗКЭНјЦјЙмЃЌЦиЦјЭЗЭЈЙ§НјЦјЙмгыЦјЬхбЙЫѕЛњЯрСЌ;ЫљЪіЕФбЙЫѕЛњЗжБ№ЭЈЙ§ЗЇУХКЭНјЦјЙмгызАгаПеЦјЛђбѕЦјЕФЦјЬхЙоЛђЕЊЦјЙоСЌНг;ЫљЪіЗДгІЦїЖЅВПЕФГіЦјЙмЭЈЙ§ЙмЕРгыегЦјЙёЯрСЌЃЌИУегЦјЙёЭЈЙ§ЙмТЗКЭЗЇУХгыбЙЫѕЛњЯрСЌЁЃБОЗЂУїдкЗДгІЦїНсЙЙВЛзіШЮКЮИФЖЏЕФЧщПіЯђЯТПЩЪЕЯжКУбѕЛђбсбѕСНжжЗНЪНдЫааЃЌВЛНіОпгадЫааСщЛюЁЂЮШЖЈЁЂеМЕиУцЛ§аЁКЭЦєЖЏЫйЖШПьЕФгХЕуЃЌЖјЧвПЩДІРэЕЭЁЂжаЁЂИпХЈЖШЗЯЫЎ;гШЦфЪЪКЯЮвЙњЦѓвЕФПЧАВњЦЗИќаТПьЁЂВњСПБфЛЏДѓЫљжТЕФЗЯЫЎЫЎжЪЁЂЫЎСПБфЛЏДѓЕФЙњЧщЃЌПЩгааЇИФЩЦФПЧАЛЗБЃЩшЪЉЯажУТЪКЭЬдЬТЪИпЕФзДПіЁЃ
ЁЁЁЁиРћвЊЧѓј
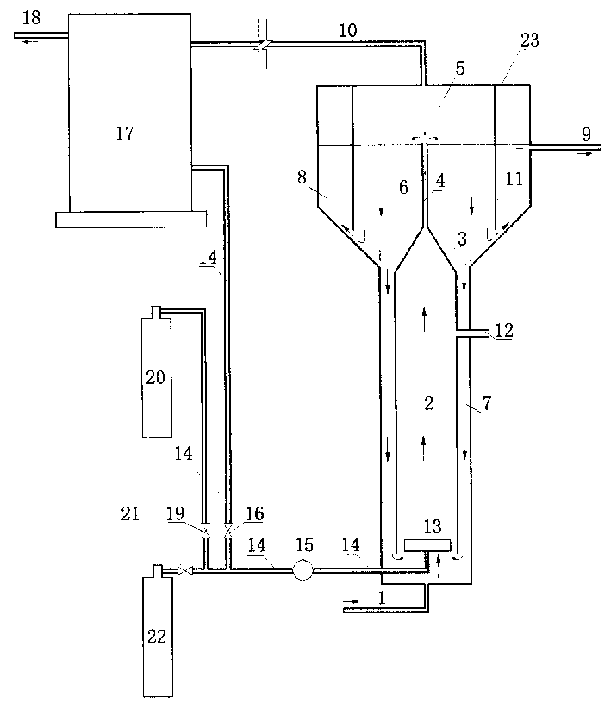
ЁЁЁЁ1.вЛжжКУбѕ/бсбѕСНгУЗЯЫЎДІРэЯЕЭГЃЌАќРЈбсбѕЩ§СїЪНЗДгІЦї(23)ЃЌЦфЬиеїдкгкЃКдкЫљ ЪіЗДгІЦїЕзВПЩшгаЦиЦјЭЗ(13)КЭНјЦјЙм(14)ЃЌЦиЦјЭЗ(13)ЭЈЙ§НјЦјЙмгыЦјЬхбЙЫѕЛњ(15) ЯрСЌ;ЫљЪіЕФбЙЫѕЛњ(15)ЗжБ№ЭЈЙ§ЗЇУХ(19ЁЂ21)КЭНјЦјЙмгызАгаПеЦјЛђбѕЦјЕФЦјЬхЙо(22) ЛђЕЊЦјЙо(20)СЌНг;ЫљЪіЗДгІЦїЖЅВПЭЈЙ§ГіЦјЙм(10)гыегЦјЙё(17)ЯрСЌЃЌИУегЦјЙёЭЈ Й§ЙмТЗКЭЗЇУХгыЦјЬхбЙЫѕЛњ(15)ЯрСЌЁЃ
ЁЁЁЁ2.АДееШЈРћвЊЧѓ1ЫљЪіЕФЗЯЫЎДІРэЯЕЭГЃЌЦфЬиеїдкгкЃКЫљЪіЕФбсбѕЩ§СїЪНЗДгІЦїВЩгУЩ§ СїЪНбсбѕЮлФрВуЗДгІЦїЁЂФкбЛЗбсбѕЗДгІЦїЛђФкбЛЗбсбѕХђеЭДВ/СїЛЏДВЗДгІЦїжаЕФвЛжжЁЃ
ЁЁЁЁЫЕУїЪщ
ЁЁЁЁвЛжжКУбѕ/бсбѕСНгУЗЯЫЎДІРэЯЕЭГ
ЁЁЁЁММЪѕСьгђ
ЁЁЁЁБОЗЂУїЩцМАвЛжжгаЛњЗЯЫЎЩњЮяДІРэЩшБИЃЌЬиБ№ЩцМАФкбЛЗбсбѕЗДгІЦїКЭФкбЛЗбсбѕХђеЭ ДВ/СїЛЏДВЗДгІЦїЕФНсЙЙЩшМЦЁЃ
ЁЁЁЁБГОАММЪѕ
ЁЁЁЁгаЛњЗЯЫЎЕФДІРэвЛжБвдЩњЮяДІРэЮЊжїЁЃЩњЮяДІРэПЩвдЗжЮЊКУбѕЩњЮяДІРэКЭбсбѕЩњЮяДІРэЃЌ ЦфИїздЕФЬиЕуКЭгІгУЗЖЮЇШчБэ1ЁЃгЩБэ1ПЩжЊЃЌКУбѕЩњЮяДІРэЙЄвеОпгаГіЫЎЫЎжЪКУЃЌдкДІРэ ЕЭХЈЖШгаЛњЗЯЫЎЪБЃЌДІРэЗбгУНЯЕЭЕФгХЕу;бсбѕДІРэЙЄвеФмВњЩњегЦјЛиЪеЩњЮяФмдДЃЌдкДІРэ жаИпХЈЖШгаЛњЗЯЫЎЪБЃЌДІРэГЩБОЕЭЁЃбсбѕДІРэКЭКУбѕДІРэИїгаЖржжЗДгІЦїаЮЪНКЭВЛЭЌЕФдЫаа ЗНЪНЁЃЪЕМљжаЃЌЭЈГЃИљОнЗЯЫЎЕФЪЕМЪЧщПіШЗЖЈЫљЪЪгУЕФЩњЮяДІРэЗНЪНЁЃ
ЁЁЁЁБэ1.КУбѕЁЂбсбѕЩњЮяДІРэЙЄвеЕФБШНЯ ЙЄве КУбѕЩњЮяДІРэ бсбѕЩњЮяДІРэ
ЁЁЁЁЪЧЗёЦиЦј ЪЧ Зё
ЁЁЁЁЪЧЗёВњЩњегЦј Зё ЪЧ
ЁЁЁЁГіЫЎЫЎжЪ ГіЫЎCODХЈЖШДяЕН60КСПЫ/Щ§ вдЯТ ГіЫЎдкCODХЈЖШдкМИАйКСПЫ/ Щ§вдЩЯ
ЁЁЁЁдЫааЗбгУ ДІРэCODХЈЖШ800-1000mg/l вдЯТБШбсбѕЩњЮяДІРэБувЫ ДІРэCODХЈЖШ800-1000mg/lвд ЩЯБШКУбѕЩњЮяДІРэБувЫ
ЁЁЁЁЪЪгУЖдЯѓ ЕЭХЈЖШгаЛњЗЯЫЎ жаЁЂИпХЈЖШгаЛњЗЯЫЎ
ЁЁЁЁФПЧАЩњЮяЗДгІЦїгаЖржжНсЙЙаЮЪНЃЌАќРЈЩ§СїЪНЗДгІЦїЁЂНЕСїЪНЗДгІЦїКЭЭъШЋЛьКЯЪНЗДгІ ЦїЕШЃЌЦфжаЩ§СїЪНЗДгІЦїЪЧФПЧАИпаЇЩњЮяЗДгІЦїЕФжїСїаЮЪНЁЃбсбѕЩ§СїЪНЗДгІЦїАќРЈЩ§СїЪН бсбѕЮлФрВуЗДгІЦї(МДUASBЗДгІЦї)ЁЂбсбѕСїЛЏДВЗДгІЦїЁЂХђеЭПХСЃЮлФрДВЗДгІЦїЁЂФкб ЛЗбсбѕЗДгІЦїЕШЃЌЦфжаUASBЗДгІЦїЪЧФПЧАгІгУзюЙуЗКЕФбсбѕЗДгІЦїЁЃ
ЁЁЁЁФкбЛЗбсбѕЗДгІЦїЪЧФПЧАаЇФмзюИпЕФбсбѕЗДгІЦїжЎвЛЃЌШчЭМ1ЫљЪОЁЃФкбЛЗбсбѕЗДгІЦї РћгУСНВуШ§ЯрЗжРыЦїНЋЗДгІЧјЗжЮЊЕквЛЗДгІЧјКЭЕкЖўЗДгІЧјЃЌдкЕквЛЗДгІЧјДѓВПЗжгаЛњЮяБЛ ШЅГ§ЃЌЕкЖўЗДгІЧјЪЧОЋДІРэЖЮЃЌСНЗДгІЧјДЎСЊдіЧПСЫЗДгІЦїЕФдЫааЮШЖЈадЁЃЦфФкбЛЗЯЕЭГЃЌ АќРЈЩ§СїЙмКЭНЕСїЙмЃЌРћгУегЦјНЋЕквЛЗДгІЧјЕФВПЗжСїЬхЬсЩ§ЕНЦјвКЗжРыЦїжаЃЌегЦјвнГіКѓЃЌ СїЬхдкжиСІзїгУЯТЛиЕНЗДгІЦїЕзВПЃЌаЮГЩЗДгІЦїФкСїЬхбЛЗЁЃжаЙњЪЕгУаТаЭзЈРћ (ZL02282323.9)ЙЋПЊСЫвЛжжЁАФкбЛЗбсбѕХђеЭДВ/СїЛЏДВЗДгІЦїЁБ(ЭМ2ЫљЪО)ЪЧЮЊПЫЗўФкб ЛЗбсбѕЗДгІЦїНсЙЙИДдгЁЂвзЗЂЩњЖТШћКЭПХСЃЮлФрГСНЕЫйТЪНЯЕЭЁЂЯожЦСЫЗДгІЧјЕФвКЯрЩЯЩ§Сї ЫйЕФЬсИпЃЌДгЖјгАЯьгаЛњИККЩЕФНјвЛВНЬсИпЖјЬсГіЕФИФНјаЭЗДгІЦїЁЃЫќУЧЕФЙВЭЌЬиЕуЪЧОпга ЕквЛЗДгІЧјКЭЕкЖўЗДгІЧјСНИіЗДгІЧјЃЌЕквЛЗДгІЧјЪЧДѓВПЗжгаЛњЮяНЕНтЕФГЁЫљЃЌЕкЖўЗДгІЧј ЪЧОЋДІРэЖЮЃЌСНЗДгІЧјДЎСЊдіЧПСЫЗДгІЦїЕФдЫааЮШЖЈад;ЦфФкбЛЗЯЕЭГЃЌАќРЈЩ§СїЙмКЭНЕСї Йм(Чј)ЃЌРћгУегЦјНЋЕквЛЗДгІЧјЕФВПЗжСїЬхЬсЩ§ЕНЦјвКЗжРыЦїжаЃЌегЦјвнГіКѓЃЌСїЬхдкжиСІ зїгУЯТЛиЕНЗДгІЦїЕзВПЃЌаЮГЩЗДгІЦїФкСїЬхбЛЗЁЃФкбЛЗФмЙЛЧПЛЏгаЛњЮяКЭПХСЃЮлФрМфЕФДЋ жЪ;ЯЁЪЭНјЫЎЃЌЬсИпЗДгІЦїПЙГхЛїИККЩЕФФмСІ;ЛиСїМюЖШЃЌНЕЕЭдЫааГЩБОЁЃЩЯЪіСНжжЗДгІЦї ОпгаШчЯТгХЕуЃКЂйИпаЇЁЃдкДІРэЭЌРрЗЯЫЎЪБИУСНЗДгІЦїЕФгаЛњИККЩЮЊUASBЗДгІЦїЕФ4БЖзѓ гвЃЌДІРэЦЁОЦЗЯЫЎЕШжаЕШХЈЖШгаЛњЗЯЫЎЪБЃЌШнЛ§ИККЩПЩДя20kgCOD/(m3ЁЄd)зѓгвЁЃЂкЛљНЈЭЖзЪ ЪЁЁЂеМЕиЩйЁЃЫљашЕФгааЇШнЛ§НіЮЊUASBЗДгІЦїЕФ1/4зѓгвЃЌЖрВЩгУЪнИпаЭЕФЫўЪНЗДгІЦїЃЌ ИпОЖБШЮЊ4-8ЃЌЬиБ№ЪЪКЯгУЕиНєеХЕФЦѓвЕЁЃЂлПЙГхЛїИККЩФмСІЧПЃЌдЫааЮШЖЈадКУЁЃ
ЁЁЁЁЩЯЪіСНжжбсбѕЗДгІЦївЛАуЪЪКЯДІРэжаЁЂИпХЈЖШЕФгаЛњЗЯЫЎЁЃЕБгУгкЕЭХЈЖШгаЛњЗЯЫЎДІРэ ЪБЃЌгЩгкВњЩњЕФегЦјСПНЯаЁЃЌФкбЛЗВЛФмаЮГЩЛђФкбЛЗСПЙ§аЁЃЌЗДгІЦїВЛФме§ГЃдЫааЁЃетСН жжЗДгІЦїдкЦєЖЏЦкМфЃЌгЩгкВњЩњегЦјСПвВНЯЕЭЃЌвВЪмЩЯЪіЮЪЬтЕФРЇШХЃЌжТЪЙЦєЖЏЦкНЯГЄЁЃСэ ЭтЮвЙњдкЛЗОГБЃЛЄЗНУцЪЕааЕФЁАШ§ЭЌЪБЁБеўВпЃЌвЊЧѓЦѓвЕдкНЈЩшЩњВњЯпЕФЭЌЪБОЭНЈЩшЮлЫЎДІ РэЯЕЭГЃЌЕЋЯждкЦѓвЕВњЦЗИќаТПьЁЂВњСПБфЖЏДѓЃЌЙЪЦѓвЕВњЩњЕФЮлЫЎЫЎжЪЁЂЫЎСПБфЖЏНЯПьЃЌЖј вЛАуЕФЛЗБЃЩшЪЉЪЪгУЗЖЮЇНЯеЃЌИњВЛЩЯЩњВњБфЛЏЃЌдьГЩЫЎДІРэЩшЪЉЕЭаЇдЫааЃЌЯажУТЪКЭЬдЬ ТЪКмИпЁЃ
ЁЁЁЁЗЂУїФкШн
ЁЁЁЁБОЗЂУїЕФФПЕФЪЧеыЖдЯжгаММЪѕЕФВЛзуКЭШБЯнЃЌЬсГівЛжжКУбѕ/бсбѕСНгУЗЯЫЎДІРэЯЕЭГЃЌИУ ЯЕЭГВЛНіЦєЖЏПьЃЌЖјЧвЪЪгУЗЖЮЇНЯПэЃЌВЛашИФЖЏЯжгаЩшБИОЭПЩвдЪЪгУгкДІРэИпЁЂжаЁЂЕЭХЈЖШ ЕФгаЛњЗЯЫЎЃЌДгЖјПЩгааЇНЕЕЭЦѓвЕЕФЙЄГЬЭЖзЪКЭдЫааГЩБОЁЃ
ЁЁЁЁБОЗЂУїЕФММЪѕЗНАИШчЯТЃКвЛжжКУбѕ/бсбѕСНгУЗЯЫЎДІРэЯЕЭГЃЌАќРЈбсбѕЩ§СїЪНЗДгІЦїЃЌЦф ЬиеїдкгкЃКдкЫљЪіЗДгІЦїЕзВПЩшгаЦиЦјЭЗКЭНјЦјЙмЃЌЦиЦјЭЗЭЈЙ§НјЦјЙмгыЦјЬхбЙЫѕЛњЯрСЌ; ЫљЪіЕФбЙЫѕЛњЗжБ№ЭЈЙ§ЗЇУХКЭНјЦјЙмгызАгаПеЦјЛђбѕЦјЕФЦјЬхЙоЛђЕЊЦјЙоСЌНг;ЫљЪіЗДгІЦї ЖЅВПЭЈЙ§ГіЦјЙмгыегЦјЙёЯрСЌЃЌИУегЦјЙёЭЈЙ§ЙмТЗКЭЗЇУХгыЦјЬхбЙЫѕЛњЯрСЌЁЃ
ЁЁЁЁБОЗЂУїЫљЪіЕФбсбѕЩ§СїЪНЗДгІЦїПЩВЩгУЩ§СїЪНбсбѕЮлФрВу(UASB)ЗДгІЦїЁЂФкбЛЗбс бѕЗДгІЦїЛђФкбЛЗбсбѕХђеЭДВ/СїЛЏДВЗДгІЦїЁЃ
ЁЁЁЁБОЗЂУїОпгавдЯТгХЕуМАЭЛГіадаЇЙћЃКЂйдкбсбѕЬѕМўЯТЃЌИљОнНјЫЎЫЎжЪЕФБфЛЏЃЌЭЈЙ§ЦєЖЏ ЦиЦјзАжУВЂЕїНкЦиЦјСПЕФДѓаЁЃЌИпаЇЕиДІРэЕЭЁЂжаЁЂИпХЈЖШЕФгаЛњЗЯЫЎЃЌРЉДѓСЫUASBЗДгІ ЦїЁЂФкбЛЗбсбѕЗДгІЦїКЭФкбЛЗбсбѕХђеЭДВ/СїЛЏДВЗДгІЦїЕФЪЪгУЗЖЮЇ;ЂкдкЗДгІЦїНсЙЙВЛзі ШЮКЮИФБфЕФЧщПіЯТЃЌЯЕЭГПЩвдАДКУбѕЛђбсбѕЕФЗНЪНдЫааЃЌЕБЗЯЫЎгЩжаЁЂИпХЈЖШБфЮЊЕЭХЈЖШЗЯ ЫЎЪБЃЌКУбѕЗНЪНФмЪЙЕУИУЗДгІЦїФмИќОМУгааЇЕФдЫааЁЃЂлФмЪЪгІЗЯЫЎХХЗХБъзМБфЛЏЁЃгЩгкЦѓ вЕзЊВњКѓЃЌвЊжДааВЛЭЌЕФаавЕХХЗХБъзМЃЌгЩбсбѕЗНЪНзЊЮЊКУбѕЗНЪНдЫааЃЌГіЫЎЫЎжЪКУЃЌШнвз ДяЕНИќбЯИёЕФХХЗХБъзМЁЃгЩгкОпгаЩЯЪіШ§ИіЬиЕуЃЌКУбѕ/бсбѕСНгУЗЯЫЎДІРэЯЕЭГФмЙЛЪЪгІЮвЙњ ФПЧАЦѓвЕВњЦЗИќаТПьЁЂВњСПБфЛЏДѓЕФЙњЧщЃЌПЩвдЪЪгУгкЕЭЁЂжаЁЂИпХЈЖШгаЛњЗЯЫЎЕФДІРэЃЌДг ЖјИФЩЦЛЗБЃЩшЪЉЯажУКЭЬдЬТЪИпЕФзДПіЁЃЂмгЩгкФкбЛЗзДПіПЩвдПижЦЃЌВЂПЩвдАДгадиЬхКЭЮо диЬхЕФЗНЪНдЫааЃЌЙЪФкбЛЗбсбѕЗДгІЦїКЭФкбЛЗбсбѕХђеЭДВ/СїЛЏДВЗДгІЦїдЫааСщЛюЃЌЦєЖЏбИ ЫйЁЃЂнКУбѕ/бсбѕСНгУЙЄвеШєВЩгУФкбЛЗбсбѕЗДгІЦїЛђФкбЛЗбсбѕХђеЭДВ/СїЛЏДВЗДгІЦїЮЊжїЬх ЗДгІЦїЃЌдђЙЄвеБЃСєСЫФкбЛЗбсбѕЗДгІЦїКЭФкбЛЗбсбѕХђеЭДВ/СїЛЏДВЗДгІЦїаЇТЪИпЃЌдЫааЮШ ЖЈЃЌЭЖзЪЪЁЕШгХЕуЃЌдкДІРэЦЁОЦЗЯЫЎЕШжаЕШХЈЖШгаЛњЗЯЫЎЪБЃЌШнЛ§ИККЩПЩДя20kgCOD/(m3ЁЄd) зѓгвЃЌДІРэвНдКЮлЫЎЁЂГЧЪаЮлЫЎЕШЕЭХЈЖШгаЛњЗЯЫЎЪБЃЌШнЛ§ИККЩПЩДя6kgCOD/(m3ЁЄd)зѓгвЁЃ





