
°°°°…к«л»’2003.09.25
°°°°єЂњ™(єЂЄж)»’2004.09.15
°°°°IPCЈ÷јаЇ≈C02F9/14
°°°°’™“™
°°°°“ї÷÷µзїѓ—І-—б—х-Ї√—хƒ§…ъќпЈі”¶∆ч„йЇѕѕµЌ≥і¶јнјђїш…ш¬Ћ“ЇµƒЉЉ х£ђ…жЉ∞јђїш…ш¬Ћ“ЇќёЇ¶їѓі¶јнЉЉ х°£Єш≥цЅЋEC°ҐUASB°ҐMBRЈі”¶∆чµƒ‘Ћ––ћхЉюЉ∞єє‘мћЎ’ч;Єш≥цЅЋEC-UASBѕµЌ≥ґ‘…ш¬Ћ“Ї÷–µд–ЌґЊЇ¶ќпµƒљµљвћЎ–‘°£±ЊЈҐ√ч÷ч“™ƒњ±к «£Їµзїѓ—Іі¶јн є≤њЈ÷CODљµљв≤Ґ є“ї–©ґЊЇ¶–‘їѓЇѕќп±ї„™їѓ;—б—хі¶јн»•≥эЈѕЋЃ÷–іу≤њЈ÷COD£ђ±£÷§’ыЄці¶јнєэ≥ћµƒЄяЄЇЇ…ЇЌµЌ≥…±Њ;Ї√—хі¶јн є≥цЋЃіпµљ≈≈Ј≈±к„Љ£ђЄ√ѕµЌ≥„№µƒCOD»•≥э¬ >99%£ђ≥цЋЃCOD≈®ґ»ќ™50mg/L„у”“£ђNH3-N»•≥э¬ >95%£ђ≥цЋЃNH3-N≈®ґ»ќ™15mg/L„у”“£ђ µѕ÷’ыћеє§“’µƒїЈЊ≥ЇЌ…зїб–І“ж£ђґ‘ µѕ÷јђїш…ш¬Ћ“Їі¶јнЉЉ хµƒµЌЌґ„ °ҐµЌ‘Ћ––≥…±Њ°ҐЄяќ»ґ®–‘ЇЌ»Ђ√жіп±кЊя”–÷Ў“™µƒ—І х“в“еЇЌ µЉщЉџ÷µ°£
°°°°»®јы“™«у й
°°°°1.“ї÷÷јђїш…ш¬Ћ“Їµƒі¶јнЈљЈ®£ђ∆дћЎ’ч «≤…”√µзїѓ—І-—б—х-Ї√—хƒ§…ъќпЈі”¶∆ч„йЇѕѕµЌ≥і¶јнјђїш…ш¬Ћ“ЇµƒЉЉ х;
°°°°µзїѓ—Іі¶јн£Їјђїш…ш¬Ћ“ЇЊ≠ECЈі”¶∆чµзїѓ—І—хїѓі¶јнЇу£ђ єCOD»•≥э¬ >52%£ђNH3-N»•≥э¬ >75%£ђ є“ї–©ґЊЇ¶ќп±ї„™їѓ≥…њ…љµљвµƒ”–їъїѓЇѕќпїт”–їъЋб£ђњ……ъїѓ–‘‘цЉ”;
°°°°—б—хі¶јн£ЇECЈі”¶∆чµƒ≥цЋЃљш»л…эЅч љ—б—хќџƒаі≤(UASB)Јі”¶∆ч£ђ≤…”√∆фґѓ≤я¬‘£ђUASBЈі”¶∆чњ…‘Џ64Єц‘Ћ––»’ƒЏ≥…є¶∆фґѓ£ђі”љшЋЃќ™10%µƒEC≥цЋЃ÷р≤љєэґ…ќ™100%µƒEC≥цЋЃ£ђ±£≥÷COD»•≥э¬ >80%£ђNH3-N»•≥э¬ >25%;
°°°°Ї√—хі¶јн£ЇUASB≥цЋЃљш»л“їће љƒ§…ъќп(MBR)Јі”¶∆ч£ђ”––І»•≥эEC-UASBѕµЌ≥≥цЋЃ÷– £”аµƒ”–їъќџ»Њќп£ђЊ≠8hі¶јнCOD»•≥э¬ >90%£ђЊ≠6hі¶јнNH3-N»•≥э¬ >95%;
°°°°µзїѓ—І-—б—х-Ї√—хƒ§…ъќпЈі”¶∆ч„йЇѕѕµЌ≥„№µƒCOD»•≥э¬ >99%£ђ≥цЋЃCOD≈®ґ»ќ™50mg/L„у”“£ђNH3-N»•≥э¬ >95%£ђ≥цЋЃNH3-N≈®ґ»ќ™15mg/L„у”“°£
°°°°2.∞і’’»®јы“™«у1Ћщ цјђїш…ш¬Ћ“Їі¶јнЈљЈ®Ћщ≤…”√µƒECЈі”¶∆ч£ђ∆дћЎ’ч «—фЉЂ≤ƒЅѕќ™о—°Ґ“њ°Ґо…Їѕљр∞е£ђ100mm°Ѕ100mm£ђ“хЉЂ≤ƒЅѕќ™ ѓƒЂ£ђ100mm°Ѕ100mm£ђЈі”¶∆ч”––І»Ёїэќ™1L£ђЅљµзЉЂ∞ељ”÷±Ѕчµз‘іњЎ÷∆єс°ҐECЈі”¶∆ч÷√”Џі≈Ѕ¶љЅ∞и∆ч…ѕ°£
°°°°3.∞і’’»®јы“™«у1Ћщ цјђїш…ш¬Ћ“Їі¶јнЈљЈ®Ћщ≤…”√µƒUASBЈі”¶∆ч£ђ∆дћЎ’ч «UASBЈі”¶∆ч„№»Ёїэ1L£ђЈі”¶«ш»Ёїэ900mL£ђЈі”¶«шЄяґ»ќ™170mm£ђќ¬ґ»њЎ÷∆‘Џ35°ј1°ж£ђљ”÷÷ќџƒаЅњќ™650ml£ђљ”÷÷ ±ќџƒаµƒMLSSќ™37.36g/L£ђMLVSSќ™22.79g/L£ђMLVSS/MLSS=0.61°£
°°°°4.∞і’’»®јы“™«у1Ћщ цјђїш…ш¬Ћ“Їі¶јнЈљЈ®Ћщ≤…”√µƒ“їће љMBRЈі”¶∆ч£ђ∆дћЎ’ч «„№»Ёїэќ™20L£ђƒЏ÷√÷–њ’ѕЋќђƒ§„йЉю4Єц£ђƒ§„йЉюќ™÷–њ’ѕЋќђќҐ¬Ћƒ§£ђƒ§≤ƒ÷ ќ™Њџ±ыѕ©£ђƒ§њ„Њґќ™0.1¶ћm£ђƒ§√жїэќ™0.5m2£ђЈі”¶∆чµƒ“ЇќїЌ®єэ„‘ґѓ“ЇќїњЎ÷∆∆ч”лљшЋЃ±√µƒЅђґѓјіµчљЏ£ђ”…њ’∆ш±√ћбє©µƒњ’∆шЌ®єэќҐњ„∆Ў∆ш∆чљш»л£ђ”…„‘ґѓ≥ћ–тњЎ÷∆∆чњЎ÷∆≥цЋЃ±√µƒњ™ЇЌЌ££ђ≥цЋЃ±√≤…”√Љд–™≥йќь‘Ћ––£ђ≥йќь∆µ¬ ќ™10minњ™£ђ5minЌ££ђЈі”¶∆чƒЏMLSSќ™12.55g/L£ђMLVSSќ™10.1g/L£ђMLVSS/MLSS=80.5%£ђє§њц∆ЏЉд≤ї≈≈ƒа°£
°°°°5.ЄщЊЁ»®јы“™«у1Ћщ цјђїш…ш¬Ћ“Їµƒі¶јнЈљЈ®£ђ∆дћЎ’ч «ECі¶јн£Ї‘ЏћнЉ”Cl-4000mg/L£ђЉЂ∞еЉдЊаќ™10mm£ђµзЅч√№ґ»ќ™10A/dm2£ђpHќ™8£ђ≥х Љќ¬ґ»ќ™50°жµƒћхЉюѕ¬£ђЊ≠4hµƒµзїѓ—І—хїѓ£ђјђїш…ш¬Ћ“ЇµƒCOD°Ґ∞±µ™ЇЌ…Ђґ»µƒ»•≥э¬ Ј÷±ріпµљ88%°Ґ100%ЇЌ98%£ђµзЅч–І¬ іп84%“‘…ѕ;ѕаЌђћхЉюѕ¬£ђЊ≠1hµƒµзїѓ—І—хїѓ£ђјђїш…ш¬Ћ“ЇµƒCOD»•≥э¬ >52%£ђ∞±µ™»•≥э¬ >75%°£
°°°°6.ЄщЊЁ»®јы“™«у1Ћщ цјђїш…ш¬Ћ“Їµƒі¶јнЈљЈ®£ђ∆дћЎ’ч «UASBі¶јн£ЇЈі”¶∆чµƒ∆фґѓЇЌ—±їѓ «Ќђ ±љш––µƒ£ђ„о≥хљшЋЃќ™њ…љµљвµƒµ„ќп£ђЋж„≈∆фґѓµƒљш––£ђљшЋЃ÷–÷рљ•‘цЉ”…ш¬Ћ“ЇµƒЇђЅњ£ђ÷±µљЈі”¶∆чљшЋЃЌк»Ђ «Њ≠ECі¶јнЇу…ш¬Ћ“Ї;ЊяћењЎ÷∆іл ©ќ™£Їµ±COD»•≥э¬ іу”Џ80%£ђ«“≥ ≤їґѕ…ѕ…эµƒ«ч ∆ ±£ђњ™ ЉћбЄяЄЇЇ…;ЄЇЇ…ћбЄяЇу£ђќ»ґ®‘Ћ––2°Ђ3d‘ў≤вґ®COD»•≥э¬ «йњц£ђЄЇЇ…ћбЄяЈщґ»ќ™10°Ђ30%£ђ’ыЄц∆фґѓљ„ґќє≤Ј÷ЋƒЄцљ„ґќ£ђ”––І∆фґѓљ„ґќ ±Љд64ћм£ђ”–їъЄЇЇ…4.4kgCOD/m3°§d°£
°°°°7.ЄщЊЁ»®јы“™«у6Ћщ цјђїш…ш¬Ћ“Їµƒі¶јнЈљЈ®£ђ∆дћЎ’ч «∆фґѓљ„ґќµƒЋƒЄцљ„ґќ£Ї
°°°°µЏIљ„ґќќ™≥х∆ЏЉд–™‘Ћ––£ђ1°Ђ3d£ђЈі”¶∆ч‘Ћ––2h£ђЌ£2h£ђљшЋЃЇђ10%µƒЊ≠ECі¶јнЇу…ш¬Ћ“Ї£ђљшЋЃCOD≈®ґ»ќ™2000mg/L„у”“£ђЈі”¶∆ч”–їъЄЇЇ…OLRњЎ÷∆‘Џ1.1kgCOD/m3°§d£ђCOD»•≥э¬ ÷р≤љћбЄя£ђ÷ЅµЏ3‘Ћ––»’іпµљ80%;
°°°°µЏIIљ„ґќќ™≥х∆ЏЅђ–ш‘Ћ––£ђ4°Ђ8d£ђіЋљ„ґќЈі”¶∆чЅђ–ш‘Ћ––£ђOLR»‘њЎ÷∆‘Џ1.1kgCOD/m3°§d£ђљшЋЃЇђ10%µƒЊ≠ECі¶јнЇу…ш¬Ћ“Ї£ђљшЋЃCOD≈®ґ»ќ™2000mg/L„у”“£ђ≥цЋЃSSі”µЏ4‘Ћ––»’µƒ34mg/LљµµљµЏ8‘Ћ––»’µƒ15mg/L£ђCOD»•≥э¬ ‘Џ81°Ђ86%÷ЃЉд;
°°°°µЏIIIљ„ґќќ™…ш¬Ћ“Ї—±їѓЄЇЇ…ћбЄя∆Џ£ђ9°Ђ55d£ђі”µЏ9‘Ћ––»’њ™ ЉћбЄяЈі”¶∆чЄЇЇ…£ђќђ≥÷Јі”¶∆чЋЃЅ¶ЄЇЇ…≤ї±д£ђњњ‘цЉ”љшЋЃCOD≈®ґ»јіћбЄяЄЇЇ…£ђљшЋЃ÷–Њ≠ECі¶јнЇу…ш¬Ћ“ЇЇђЅњі”10%‘цЉ”µљ80%£ђљшЋЃCOD”…≥х Љ2000mg/LћбЄяµљ5000mg/L£ђЈі”¶∆чЄЇЇ…”…1.6kgCOD/m3°§dћбЄяµљ3.5kgCOD/m3°§d£ђCOD»•≥э¬ Њщіу”Џ80%£ђ≥цЋЃSS“ї∞г‘Џ14°Ђ17mg/L£ђ‘Ћ––ќ»ґ®£ђ…ш¬Ћ“Ї—±їѓєэ≥ћ÷–“їЄцЈ÷≤ЉЇѕјнµƒќҐ…ъќп»Їће“—Њ≠≥х≤љ–ќ≥…;
°°°°µЏIVљ„ґќќ™Ќк»Ђ…ш¬Ћ“Ї‘Ћ––∆Џ£ђ56°Ђ64d£ђ‘ЏOLRќ™8°Ђ10kg COD/m3°§d£ђHRTќ™16.1°Ђ13h£ђMLVSS/MLSSќ™0.84£ђVA/ALK<0.3ЇЌљшЋЃpHќ™6.8-7.2µƒ„оЉ—ћхЉюѕ¬‘Ћ––£ђљшЋЃќ™100%Њ≠ECі¶јнЇуµƒ…ш¬Ћ“Ї£ђHRTќђ≥÷30h£ђљшЋЃCOD≈®ґ»‘Џ5000°Ђ5400mg/L£ђOLR‘Џ4°Ђ4.4kgCOD/m3°§d ±£ђ≥цЋЃCOD»•≥э¬ іу”Џ80%£ђ≥цЋЃSS≈®ґ»ќ»ґ®‘Џ15mg/L„у”“°£
°°°°8.ЄщЊЁ»®јы“™«у1Ћщ цјђїш…ш¬Ћ“Їµƒі¶јнЈљЈ®£ђ∆дћЎ’ч «UASBі¶јн£Ї“‘ECі¶јнЇуµƒ…ш¬Ћ“Їќ™Јі”¶∆чљшЋЃ£ђ”–їъЄЇЇ…OLRќ™8-10kg COD/m3°§d ±£ђCOD»•≥э¬ >80%£ђNH3-N»•≥э¬ >25%£ђCOD»•≥э¬ љѕЄя£ђ≤ъЉ„ЌйЅњ“≤іпµљ„оіу£ђЈі”¶∆ч‘Ћ––ќ»ґ®£ђµ±OLRћбЄяµљ13kg COD/m3°§dЇу£ђЈі”¶∆чі¶јнƒ№Ѕ¶ѕ¬љµ£ђѕµЌ≥”–≤їќ»ґ®«ч ∆;Јі”¶∆чƒЏVA/ALK<0.3£ђѕµЌ≥µƒќ»ґ®–‘љѕЄя£ђњ…±№√вЈі”¶∆ч≥цѕ÷Ћбїѓ Іќ»ѕ÷ѕу;”–їъЄЇЇ…OLRќ™8-10kg COD/m3°§d ±£ђЈі”¶∆ч÷–њ≈Ѕ£ќџƒаµƒ„оіу±»≤ъЉ„Ќйїо–‘„оЄя£ђЌђ ±Є®√ЄF420ЇђЅњЄя£ђѕµЌ≥µƒ≤ъЉ„Ќйїо–‘ЇЌƒ№Ѕ¶Њщі¶”Џ„оЉ—„іћђ°£
°°°°9.ЄщЊЁ»®јы“™«у1Ћщ цјђїш…ш¬Ћ“Їµƒі¶јнЈљЈ®£ђ∆дћЎ’ч «EC-UASBѕµЌ≥і¶јнЇу…ш¬Ћ“Ї÷–µд–ЌґЊЇ¶ќпµƒљµљвћЎ–‘£Ї
°°°°EC-UASBѕµЌ≥ƒ№єї”––ІµЎі¶јнјђїш…ш¬Ћ“Ї£ђґ‘ƒ—љµљвµƒ”–їъїѓЇѕќп£ђ»зЈ”ја°Ґх£∞Јја°Ґ‘”їЈЈЉћюјаЇЌґаїЈЈЉћюја”–Ї№Ї√µƒ»•≥э„ч”√£ђEC-UASBѕµЌ≥≥цЋЃ÷–µƒ”–їъќпїщ±Њќ™њ…љµљвќп÷ £ђ…ш¬Ћ“ЇґЊ–‘√чѕ‘љµµЌ;
°°°°‘ЏECєэ≥ћ÷–£ђЈ”ја°Ґх£∞Јја°Ґа≠яш°ҐЁЅљµљвЋў¬ њм£ђ»•≥э¬ Єя£ђґшЌв-2-ф«їщис чƒ‘°Ґ“ма≠яшљµљвЋў¬ ¬э£ђ»•≥э¬ µЌ£ђµЂ‘ЏUASBєэ≥ћ÷–»іљµљвЇ№њм£ђ≥цЋЃ÷–ЇђЅњЇ№µЌ;4-Љ„їщ-±љЈ”°Ґ2(3H)±љ≤ҐазятЌ™°Ґ±љ≤Ґазят‘ЏECєэ≥ћ÷–»•≥э¬ Єя£ђґшUASBєэ≥ћ÷–ґ‘Ћь√«ЉЄЇх√ї”–»•≥э„ч”√;…ш¬Ћ“Ї‘≠ЋЃЊ≠ECі¶јнЇу£ђVFAЇђЅњі”‘≠ЋЃ÷–µƒ0.68%‘цЉ”µљEC≥цЋЃ÷–µƒ16.18%°£
°°°°10.ЄщЊЁ»®јы“™«у1Ћщ цјђїш…ш¬Ћ“Їµƒі¶јнЈљЈ®£ђ∆дћЎ’ч «“їће љMBRі¶јн£Ї“їће љMBRЈі”¶∆чљшЋЃќ™UASBЈі”¶∆ч≥цЋЃ£ђ”–їъЄЇЇ…8kg COD/m3°§d£ђЊ≠8hі¶јнЇуCOD»•≥э¬ >90%£ђЊ≠6hі¶јнЇу£ђNH3-N»•≥э¬ >95%£ђѕµЌ≥≥цЋЃCOD≈®ґ»ќ™50mg/L„у”“£ђNH3-N≈®ґ»ќ™15mg/L„у”“£ђќџƒаЄЇЇ…‘Љќ™2.1kg COD/m3°§d°£
°°°°Ћµ√ч й
°°°°“ї÷÷µзїѓ—І-—б—х-Ї√—хƒ§…ъќпЈі”¶∆ч„йЇѕѕµЌ≥і¶јнјђїш…ш¬Ћ“ЇµƒЉЉ х
°°°°ЉЉ хЅм”т
°°°°µзїѓ—І-—б—х-Ї√—хƒ§…ъќпЈі”¶∆ч„йЇѕѕµЌ≥і¶јнјђїш…ш¬Ћ“ЇµƒЉЉ х£ђ…жЉ∞јђїш…ш¬Ћ“ЇќёЇ¶їѓі¶јнЉЉ х°£
°°°°±≥Њ∞ЉЉ х
°°°°јђїш…ш¬Ћ“ЇµƒќёЇ¶їѓі¶јн“ї÷± « јљз–‘µƒ“їЄцƒ—ћв°£јђїш…ш¬Ћ“Їµƒ≥…Ј÷»°Њц”Џјђїш≥…Ј÷°Ґћо¬с ±Љд°Ґ∆шЇтћхЉю°Ґћо¬с≥І…иЉ∆µ»“тЋЎ£ђµЂ“ї∞гЋµјі£ђјђїш…ш¬Ћ“ЇЊя”–ЉЄЈљ√жµƒћЎµг£Ї(1)ЋЃ÷ Єі‘”£ђќ£Ї¶–‘іу£ђ∆д÷–22÷÷±їЅ–»лќ“єъЇЌ√јєъEPAїЈЊ≥”≈ѕ»њЎ÷∆µƒќџ»ЊќпµƒЇЏ√ыµ•÷–;(2)CODЇЌBOD5≈®ґ»Єя£ђјђїш…ш¬Ћ“Ї÷–µƒCOD„оЄяњ…іп90000mg/l£ђBOD5„оЄяњ…іп38000mg/l;(3)љр фјл„”ЇђЅњЄя£ђјђїш…ш¬Ћ“Ї÷–”–10ЉЄ÷÷љр фјл„”£ђ∆д÷–ћъ2050mg/l£ђ«¶12.3mg/l£ђ–њ370mg/l£ђЄ∆…х÷ЅЄяіп4300mg/l;(4)∞±µ™ЇђЅњЄя£ђЇђ—ќЅњЄя°£∞±µ™≈®ґ»Ћжћо¬с ±Љдµƒ‘ц≥§ґш‘цЉ”£ђ„оЄяњ…іп1700mg/l£ђ…ш¬Ћ“Ї÷–µƒµ™ґа“‘∞±µ™–ќ љіж‘Џ£ђ‘Љ’Љ„№њ≠ ѕµ™(TKN)40%-50%°£…ш¬Ћ“Ї÷–µƒ—ќ÷ч“™ќ™¬»їѓќп(100-4000mg/l)ЇЌЅ„Ћб—ќ(9-1600mg/l);(5)…Ђґ»…о«“”–ґс≥ф;(6)ќҐ…ъќп–и“™µƒ”™—ш‘™ЋЎ±»јэ—ѕ÷Ў Іµч£ђЌ®≥£”–їъќп°Ґ∞±µ™ЇђЅњЄя£ђґшЅ„‘™ЋЎљѕќ™»±Ј¶;(7)ЋЃ÷ ±дїѓіу£ђ…ш¬Ћ“ЇBOD/COD“ї∞г‘Џ0.4-0.75£ђµЂЋж„≈ћо¬с ±Љдµƒ‘цЉ”£ђјђїш≤г»’«чќ»ґ®£ђјђїш…ш¬Ћ“Ї÷–µƒ”–їъќп≈®ґ»љµµЌ£ђњ……ъїѓ–‘≤оµƒѕаґ‘Ј÷„”Ѕњіуµƒ”–їъќп’Љ”≈ ∆£ђ∆дBOD/COD÷µ…х÷Ѕњ…µЌ”Џ0.1°£
°°°°љь10ƒкјі£ђєъƒЏ°ҐЌвґ‘јђїш…ш¬Ћ“Їµƒі¶јн—–ЊњЇЌє§≥ћ µЉщ»’«ч÷Ў ”£ђ±»љѕ”–іъ±н–‘µƒє§≥ћЉЉ хЇЌЈљЈ®∞ьј®£Їќ»ґ®ћЅ+¬Ђќ≠ ™µЎїѓ—І—хїѓ(їтїѓ—Іїмƒэ)£ђA2/OЄіЇѕ…ъїѓЈ®+їѓ—Іїмƒэ£ђїЎєа+…ъїѓі¶јн£ђЄƒЅЉ љ–т≈ъЈі”¶∆ч(MSBR)Ј®£ђїо–‘ќџƒаƒ§“їћеїѓЉЉ х£ђ“‘Љ∞—«¬ЋЉЉ х°Ґµзїѓ—ІЉЉ хµ»20ґа÷÷°£„џєџєъƒЏЌвµƒ—–Њњљбєы£ђ÷ч“™іж‘ЏЉЄЄцќ ћв£Ї(1)≥£єжЈљЈ®і¶јнЈѕЋЃµƒ–І¬ ≤їЄя£ђ”––©ґЊЇ¶–‘їѓЇѕќпƒ—“‘»•≥э£ђ≥цЋЃ≤їƒ№’ж’эіпµљ≈≈Ј≈±к„Љ;(2)“ї–©ћЎ вє§“’Ќґ„ љѕіу£ђі¶јнЈѕЋЃµƒ≥…±ЊљѕЄя£ђƒ—“‘Ќ∆єг”¶”√;(3)ѕµЌ≥љѕќ™Єі‘”£ђ‘Ћ––≤ў„ч“™«уљѕЄя£ђќ»ґ®–‘”–іэЄƒ…∆°£ƒњ«∞єъƒЏЌвґ‘јђїш…ш¬Ћ“Їі¶јнЉЉ хµƒЈҐ’є«ч ∆ «ЋЃі¶јнє§“’÷–Єя–І–¬”±ЉЉ хµƒ”¶”√ЇЌґа‘™є§“’„йЇѕµƒЉѓ≥…њ™ЈҐ£ђ»з”¶”√ƒ§ЉЉ х°ҐћоЅѕ…ъќпƒ§Ј®°Ґµзїѓ—І—хїѓЈ®°Ґ’фЈҐЉЉ х;њ™ЈҐїѓ—І—хїѓ°ҐЄч÷÷Єя–ІїмƒэЉЅ°ҐЌ—µ™ЇЌ»•≥э÷Ўљр фЉ∞”–Ї¶ќп÷ µƒЄч÷÷“©ЉЅ°£
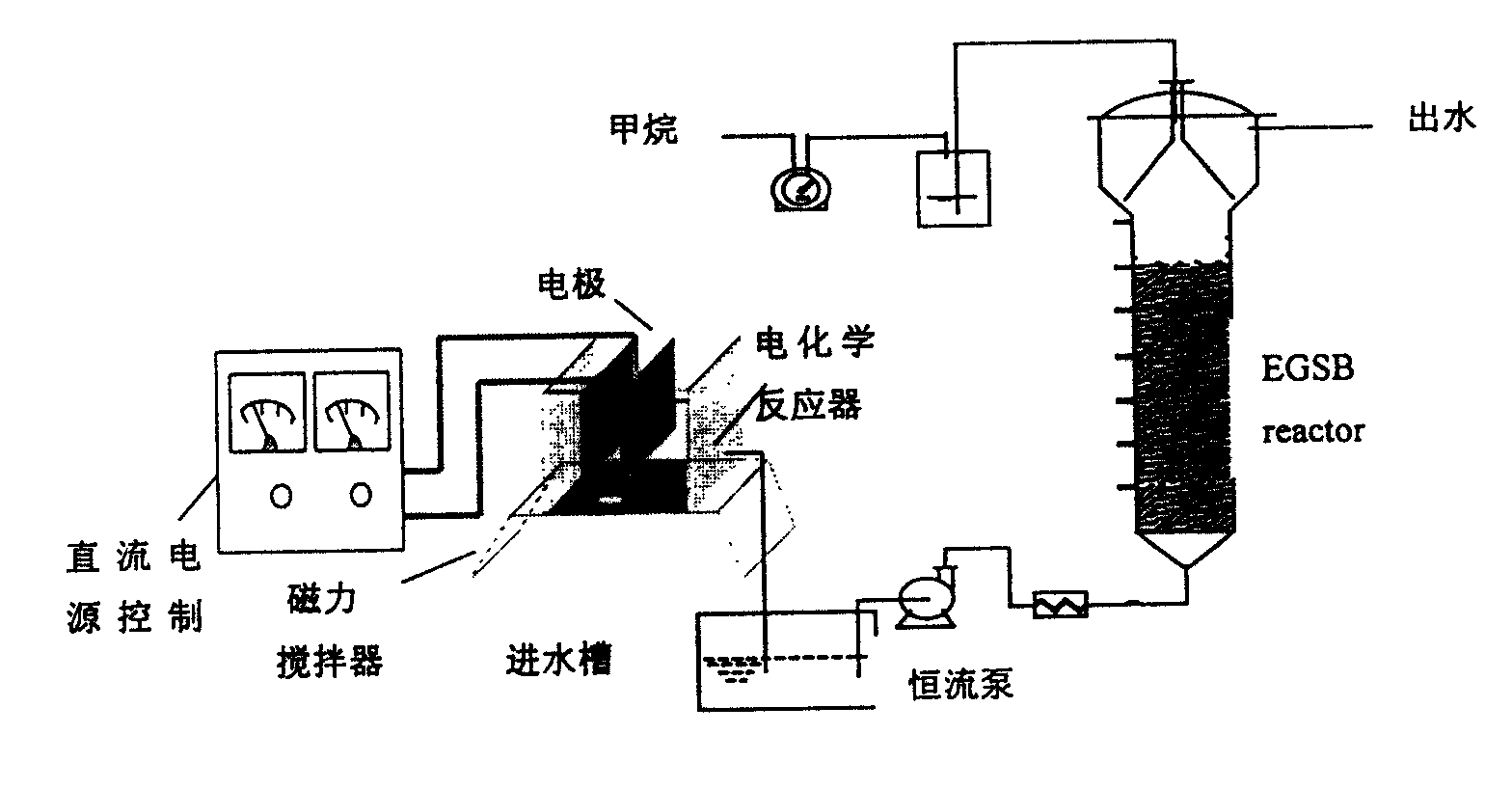
°°°°їщ”ЏєъƒЏЌві¶јнјђїш…ш¬Ћ“ЇЉЉ хµƒ”¶”√„іњц°Ґіж‘Џµƒќ ћв“‘Љ∞±Њ—–Њњ ““—”–µƒ—–ЊњЊ≠—й£ђ±ЊЈҐ√чћб≥ц≤…”√µзїѓ—І(EC)-—б—х-Ї√—хƒ§…ъќпЈі”¶∆ч„йЇѕѕµЌ≥љш––јђїш…ш¬Ћ“Їµƒі¶јн£ђ∆д÷–—б—хќ™…эЅч љ—б—хќџƒаі≤(UASB)Јі”¶∆ч£ђЇ√—хќ™“їће љƒ§…ъќп(MBR)Јі”¶∆ч°£
°°°°ЈҐ√чƒЏ»Ё
°°°°±ЊЈҐ√чµƒƒњµƒ «ћб≥ц“ї÷÷µзїѓ—І-—б—х-Ї√—хƒ§…ъќпЈі”¶∆ч„йЇѕѕµЌ≥і¶јнјђїш…ш¬Ћ“ЇµƒЉЉ х£ђ÷ч“™љвЊцЅЋƒњ«∞іж‘Џµƒ“‘ѕ¬ЉЄЄцќ ћв£Ї(1)≥£єжЈљЈ®і¶јнЈѕЋЃµƒ–І¬ ≤їЄя£ђ”––©ґЊЇ¶–‘їѓЇѕќпƒ—“‘»•≥э£ђ≥цЋЃ≤їƒ№’ж’эіпµљ≈≈Ј≈±к„Љ;(2)“ї–©ћЎ вє§“’Ќґ„ љѕіу£ђі¶јнЈѕЋЃµƒ≥…±ЊљѕЄя£ђƒ—“‘Ќ∆єг”¶”√;(3)ѕµЌ≥љѕќ™Єі‘”£ђ‘Ћ––≤ў„ч“™«уљѕЄя£ђќ»ґ®–‘”–іэЄƒ…∆°£±ЊЈҐ√ч÷ч“™ƒњ±к «£Їµзїѓ—Іі¶јн є≤њЈ÷CODљµљв≤Ґ є“ї–©ґЊЇ¶–‘їѓЇѕќп±ї„™їѓ;—б—хі¶јн»•≥эЈѕЋЃ÷–іу≤њЈ÷COD£ђ±£÷§’ыЄці¶јнєэ≥ћµƒЄяЄЇЇ…ЇЌµЌ≥…±Њ;Ї√—хі¶јн є≥цЋЃіпµљ≈≈Ј≈±к„Љ£ђ µѕ÷’ыћеє§“’µƒїЈЊ≥ЇЌ…зїб–І“ж°£±ЊЈҐ√чґ‘ µѕ÷јђїш…ш¬Ћ“Їі¶јнЉЉ хµƒµЌЌґ„ °ҐµЌ‘Ћ––≥…±Њ°ҐЄяќ»ґ®–‘ЇЌ»Ђ√жіп±кЊя”–÷Ў“™µƒ—І х“в“еЇЌ µЉщЉџ÷µ°£
°°°°±ЊЈҐ√ч≤…”√µƒЈ÷ќц≤вґ®ЈљЈ®£Ї
°°°°COD°ҐBOD°ҐNH3-N°ҐpH°ҐCl-°ҐµзµЉ¬ °Ґ…Ђґ»Њщ∞ієъЉ“±к„ЉЈљЈ®≤вґ®£ђЈљЈ®»зѕ¬£Ї
°°°°COD£Ї÷ЎЄхЋбЉЎЈ®/5B-1–ЌCODњмЋў≤вґ®“«;
°°°°BOD£Їљ”÷÷ѕ° ЌЈ®;
°°°°–ьЄ°єћће≈®ґ»(SS)£Ї÷ЎЅњЈ®;
°°°°NH3-N£Їƒ… ѕ ‘ЉЅЈ÷євєвґ»Ј®;
°°°°P-PO43-£ЇовћаЈ÷євєвґ»Ј®;
°°°°Cl-£Їµзќїµќґ®Ј®;
°°°°pH£ЇpHs-2–ЌЊЂ√№Ћбґ»Љ∆;
°°°°Љоґ»(ALK)£ЇЋбЉо÷Є ЊЉЅµќґ®Ј®;
°°°°ї”ЈҐ–‘”–їъЋб(VA°ҐVFA)£Ї∆шѕа…Ђ∆„Ј®;
°°°°COLOR£Їѕ° Ќ±ґ эЈ®;
°°°°їмЇѕ“Ї–ьЄ°єћће≈®ґ»(MLSS)£Ї÷ЎЅњЈ®
°°°°їмЇѕ“Її”ЈҐ–‘–ьЄ°єћће≈®ґ»(MLVSS)£Ї÷ЎЅњЈ®°£
°°°°…ш¬Ћ“Ї÷–”–їъїѓЇѕќпЈ÷ќц≤…”√GC-MSЉЉ х≤вґ®£ђ≤…”√√јєъFinnigan trace MSЅ™”√“«Ј÷ќц…Ђ∆„ћхЉю£ЇOV1701√ЂѕЄє№…Ђ∆„÷щ£ђ30m°Ѕ0.25mm°Ѕ0.25¶ћm£ђљш—щњЏќ¬ґ»250°ж£ђ≤…”√Ј÷ЅчЈљ љљш—щ£ђЈ÷Ѕчњ„40mL/min£ђ≥ћ–т…эќ¬£ђ≥х Љќ¬ґ»40°ж£ђ“‘4°ж/min…э÷Ѕ60°ж£ђ‘ў“‘10°ж/min…э÷Ѕ250°ж.‘Ў∆шќ™Ї§∆ш.÷ ∆„ћхЉю£Їјл„”‘іEI£ђµз„”Їдїчƒ№Ѕњќ™70eV£ђЈ≈…дµзЅч150¶ћA£ђљ”њЏќ¬ґ»250°ж£ђјл„”‘іќ¬ґ»200°ж£ђЉм≤в∆чµз—є350V°£
°°°°µзЅч–І¬ ±н’чЉЂ∞еЉдµзЅчµƒ”––Іґ»£ђ“э≥цЅЋЋ≤ ±µзЅч–І¬ (ICE)µƒЄ≈ƒо£Ї
°°°° љ÷–£ђCODt+¶§t°™°™Јі”¶Їу(t+¶§t ±њћ)µƒCOD÷µ£ђCODt°™°™Јі”¶«∞t ±њћµƒCODµƒ÷µ£ђg/L;V°™°™“Їћећеїэ£ђL;I°™°™µзЅч«њґ»£ђA;F°™°™Ј®ј≠µЏ≥£ э°£
°°°°±ЊЈҐ√чµƒЉЉ хЈљ∞Є£Ї
°°°°“ї÷÷јђїш…ш¬Ћ“Їµƒі¶јнЈљЈ®£ђ «≤…”√µзїѓ—І-—б—х-Ї√—хƒ§…ъќп„йЇѕѕµЌ≥і¶јнјђїш…ш¬Ћ“ЇµƒЉЉ х;
°°°°µзїѓ—Іі¶јн£Їјђїш…ш¬Ћ“ЇЊ≠ECЈі”¶∆чµзїѓ—І—хїѓі¶јнЇу£ђ єCOD»•≥э¬ >52%£ђNH3-N»•≥э¬ >75%£ђ є“ї–©ґЊЇ¶ќп±ї„™їѓ≥…њ…љµљвµƒ”–їъїѓЇѕќпїт”–їъЋб£ђњ……ъїѓ–‘‘цЉ”;
°°°°—б—хі¶јн£Їµзїѓ—І(EC)Јі”¶∆чµƒ≥цЋЃљш»л…эЅч љ—б—хќџƒаі≤(UASB)Јі”¶∆ч£ђ≤…”√∆фґѓ≤я¬‘£ђUASBЈі”¶∆чњ…‘Џ64Єц‘Ћ––»’ƒЏ≥…є¶∆фґѓ£ђі”љшЋЃќ™10%µƒEC≥цЋЃ÷р≤љєэґ…ќ™100%µƒEC≥цЋЃ£ђ±£≥÷COD»•≥э¬ >80%£ђNH3-N»•≥э¬ >25%;
°°°°Ї√—хі¶јн£ЇUASB≥цЋЃљш»л“їће љƒ§…ъќп(MBR)Јі”¶∆ч£ђ”––І»•≥эEC-UASBѕµЌ≥≥цЋЃ÷– £”аµƒ”–їъќџ»Њќп£ђЊ≠8hі¶јнCOD»•≥э¬ >90%£ђЊ≠6hі¶јнNH3-N»•≥э¬ >95%;
°°°°µзїѓ—І-—б—х-Ї√—хƒ§…ъќпЈі”¶∆ч„йЇѕѕµЌ≥„№µƒCOD»•≥э¬ >99%£ђ≥цЋЃCOD≈®ґ»ќ™50 mg/L„у”“£ђNH3-N»•≥э¬ іп95%£ђ≥цЋЃNH3-N≈®ґ»ќ™15mg/L„у”“°£
°°°°Ћщ≤…”√µƒECЈі”¶∆ч£ђ—фЉЂ≤ƒЅѕќ™о—°Ґ“њ°Ґо…Їѕљр∞е£ђ100mm°Ѕ100mm£ђ“хЉЂ≤ƒЅѕќ™ ѓƒЂ£ђ100mm°Ѕ100mm£ђЈі”¶∆ч”––І»Ёїэќ™1L£ђЅљµзЉЂ∞ељ”÷±Ѕчµз‘іњЎ÷∆єс°ҐECЈі”¶∆ч÷√”Џі≈Ѕ¶љЅ∞и∆ч…ѕ°£
°°°°Ћщ≤…”√µƒUASBЈі”¶∆ч£ђUASBЈі”¶∆чќ™”–їъ≤£ЅІ÷∆≥…£ђ„№»Ёїэ1L£ђЈі”¶«ш»Ёїэ900ml£ђЈі”¶«шЄяґ»ќ™170mm°£Јі”¶∆ч∞≤„∞‘ЏћЎ÷∆µƒЇгќ¬ѕдƒЏ£ђ”√WMZK-01ќ¬ґ»÷Є ЊњЎ÷∆“«ЇЌ»»‘ієє≥…„‘ґѓќ¬ґ»њЎ÷∆ѕµЌ≥£ђќ¬ґ»њЎ÷∆‘Џ35°ј1°ж°£љ”÷÷ќџƒајі„‘”ЏћЂЇюЋЃЉѓЌ≈∆°Њ∆≥ІUASBЈі”¶∆чµƒњ≈Ѕ£ќџƒа°£љ”÷÷ќџƒаЅњќ™650ml£ђљ”÷÷ ±ќџƒаµƒMLSSќ™37.36g/L£ђMLVSSќ™22.79g/L£ђMLVSS/MLSS=0.61°£
°°°°Ћщ≤…”√µƒ“їће љMBRЈі”¶∆ч£ђ„№»Ёїэќ™20L£ђƒЏ÷√÷–њ’ѕЋќђƒ§„йЉю4Єц£ђƒ§„йЉюќ™ЇЉ÷Ё’гіуњ≠ї™ƒ§ЉЉ х”–ѕёєЂЋЊ…ъ≤ъµƒ÷–њ’ѕЋќђќҐ¬Ћƒ§£ђƒ§≤ƒ÷ ќ™Њџ±ыѕ©£ђƒ§њ„Њґќ™0.1¶ћm£ђƒ§√жїэќ™0.5m2£ђЈі”¶∆чµƒ“ЇќїЌ®єэ„‘ґѓ“ЇќїњЎ÷∆∆ч”лљшЋЃ±√µƒЅђґѓјіµчљЏ£ђ”…њ’∆ш±√ћбє©µƒњ’∆шЌ®єэќҐњ„∆Ў∆ш∆чљш»л£ђ”…„‘ґѓ≥ћ–тњЎ÷∆∆чњЎ÷∆≥цЋЃ±√µƒњ™ЇЌЌ££ђ≥цЋЃ±√≤…”√Љд–™≥йќь‘Ћ––£ђ≥йќь∆µ¬ ќ™10minњ™£ђ5minЌ££ђЈі”¶∆чƒЏMLSSќ™12.55g/L£ђMLVSSќ™10.1g/L£ђMLVSS/MLSS=80.5%£ђє§њц∆ЏЉд≤ї≈≈ƒа°£
°°°°ECі¶јн£ЇECі¶јн ±£ђ≥х Љќ¬ґ»…эЄя£ђ”–јы”ЏCODЇЌ∞±µ™µƒ»•≥э;ЉЂ∞еЉдЊаґ‘CODЇЌ∞±µ™µƒ»•≥э”∞ѕмљѕіу£ђ“‘10mmќ™“Ћ;ЉдЊаєэіуїтєэ–°Њщ≤ъ…ъ≤їјы”∞ѕм;Cl-µƒ µ±ћнЉ””–јы”Џќџ»Њќпµƒ»•≥э£ђЄя≈®ґ»Cl-”лµзЅч√№ґ»Њя”–ѕаµ±«њµƒ–≠Ќђ„ч”√–І”¶;pH÷µЌ®єэ”∞ѕм»№“Ї÷–µƒ”––І¬»ЇђЅњґшЉдљ””∞ѕмECЈі”¶∆чґ‘ќџ»Њќпµƒ»•≥эƒ№Ѕ¶°£
°°°°‘ЏћнЉ”Cl-4000mg/L£ђЉЂ∞еЉдЊаќ™10mm£ђµзЅч√№ґ»ќ™10A/dm2£ђpHќ™8£ђ≥х Љќ¬ґ»ќ™50°жµƒћхЉюѕ¬£ђЊ≠4hµƒµзїѓ—І—хїѓ£ђјђїш…ш¬Ћ“ЇµƒCOD°Ґ∞±µ™ЇЌ…Ђґ»µƒ»•≥э¬ Ј÷±ріпµљ88%°Ґ100%ЇЌ98%£ђµзЅч–І¬ іп84%“‘…ѕ;ѕаЌђћхЉюѕ¬£ђЊ≠1hµƒµзїѓ—І—хїѓ£ђјђїш…ш¬Ћ“ЇµƒCOD»•≥э¬ >52%£ђ∞±µ™»•≥э¬ >75%°£
°°°°UASBі¶јн£ЇЈі”¶∆чµƒ∆фґѓЇЌ—±їѓ «Ќђ ±љш––µƒ£ђ„о≥хљшЋЃќ™њ…љµљвµƒµ„ќп£ђЋж„≈∆фґѓµƒљш––£ђљшЋЃ÷–÷рљ•‘цЉ”…ш¬Ћ“ЇµƒЇђЅњ£ђ÷±µљЈі”¶∆чљшЋЃЌк»Ђ «Њ≠ECі¶јнЇу…ш¬Ћ“Ї°£ЊяћењЎ÷∆іл ©ќ™£Їµ±COD»•≥э¬ іу”Џ80%£ђ«“≥ ≤їґѕ…ѕ…эµƒ«ч ∆ ±£ђњ™ ЉћбЄяЄЇЇ…;ЄЇЇ…ћбЄяЇу£ђќ»ґ®‘Ћ––2°Ђ3d‘ў≤вґ®COD»•≥э¬ «йњц£ђЄЇЇ…ћбЄяЈщґ»“ї∞гќ™10°Ђ30%°£’ыЄц∆фґѓљ„ґќє≤Ј÷ЋƒЄцљ„ґќ£ђ”––І∆фґѓљ„ґќ ±Љд64ћм£ђ”–їъЄЇЇ…(OLR)4.4kgCOD/m3°§d°£
°°°°∆фґѓљ„ґќµƒЋƒЄцљ„ґќ£Ї
°°°°µЏIљ„ґќќ™≥х∆ЏЉд–™‘Ћ––£ђ1°Ђ3d£ђЈі”¶∆ч‘Ћ––2h£ђЌ£2h£ђљшЋЃЇђ10%µƒЊ≠ECі¶јнЇу…ш¬Ћ“Ї£ђљшЋЃCOD≈®ґ»ќ™2000mg/L„у”“£ђЈі”¶∆ч”–їъЄЇЇ…OLRњЎ÷∆‘Џ1.1kgCOD/m3°§d ±£ђCOD»•≥э¬ ÷р≤љћбЄя£ђ÷ЅµЏ3‘Ћ––»’іпµљ80%;
°°°°µЏIIљ„ґќќ™≥х∆ЏЅђ–ш‘Ћ––£ђ4°Ђ8d£ђіЋљ„ґќЈі”¶∆чЅђ–ш‘Ћ––£ђOLR»‘њЎ÷∆‘Џ1.1kgCOD/m3°§d£ђљшЋЃЇђ10%µƒЊ≠ECі¶јнЇу…ш¬Ћ“Ї£ђљшЋЃCOD≈®ґ»ќ™2000mg/L„у”“£ђ≥цЋЃSSі”µЏ4‘Ћ––»’µƒ34mg/LљµµљµЏ8‘Ћ––»’µƒ15mg/L£ђCOD»•≥э¬ ‘Џ81°Ђ86%÷ЃЉд;
°°°°µЏIIIљ„ґќќ™…ш¬Ћ“Ї—±їѓЄЇЇ…ћбЄя∆Џ£ђ9°Ђ55d£ђі”µЏ9‘Ћ––»’њ™ ЉћбЄяЈі”¶∆чЄЇЇ…£ђќђ≥÷Јі”¶∆чЋЃЅ¶ЄЇЇ…≤ї±д£ђњњ‘цЉ”љшЋЃCOD≈®ґ»јіћбЄяЄЇЇ…£ђљшЋЃ÷–Њ≠ECі¶јнЇу…ш¬Ћ“ЇЇђЅњі”10%‘цЉ”µљ80%£ђљшЋЃCOD”…≥х Љ2000mg/LћбЄяµљ5000mg/L£ђЈі”¶∆чЄЇЇ…”…1.6kgCOD/m3°§dћбЄяµљ3.5kgCOD/m3°§d£ђCOD»•≥э¬ Њщіу”Џ80%£ђ≥цЋЃSS“ї∞г‘Џ14°Ђ17mg/L£ђ‘Ћ––ќ»ґ®£ђ…ш¬Ћ“Ї—±їѓєэ≥ћ÷–“їЄцЈ÷≤ЉЇѕјнµƒќҐ…ъќп»Їће“—Њ≠≥х≤љ–ќ≥…;
°°°°µЏIVљ„ґќќ™Ќк»Ђ…ш¬Ћ“Ї‘Ћ––∆Џ£ђ56°Ђ64d£ђ‘ЏOLRќ™8°Ђ10kg COD/m3°§d£ђЋЃЅ¶Ќ£Ѕф ±Љд(HRT)ќ™16.1°Ђ13h£ђMLVSS/MLSSќ™0.84£ђVA/ALK<0.3ЇЌљшЋЃpHќ™6.8-7.2µƒ„оЉ—ћхЉюѕ¬‘Ћ––°£љшЋЃќ™100%Њ≠ECі¶јнЇуµƒ…ш¬Ћ“Ї£ђHRTќђ≥÷30h£ђљшЋЃCOD≈®ґ»‘Џ5000°Ђ5400mg/L£ђOLR‘Џ4°Ђ4.4kgCOD/m3°§d ±£ђ≥цЋЃCOD»•≥э¬ іу”Џ80%£ђ≥цЋЃSS≈®ґ»ќ»ґ®‘Џ15mg/L„у”“°£
°°°°“‘ECі¶јнЇуµƒ…ш¬Ћ“Їќ™Јі”¶∆чљшЋЃ£ђ”–їъЄЇЇ…OLRќ™8-10kg COD/m3°§d ±£ђCOD»•≥э¬ >80%£ђNH3-N»•≥э¬ >25%£ђCOD»•≥э¬ љѕЄя£ђ≤ъЉ„ЌйЅњ“≤іпµљ„оіу£ђЈі”¶∆ч‘Ћ––ќ»ґ®£ђµ±OLRћбЄяµљ13kg COD/m3°§dЇу£ђЈі”¶∆чі¶јнƒ№Ѕ¶ѕ¬љµ£ђѕµЌ≥”–≤їќ»ґ®«ч ∆;Јі”¶∆чƒЏVA/ALK<0.3£ђѕµЌ≥µƒќ»ґ®–‘љѕЄя£ђњ…±№√вЈі”¶∆ч≥цѕ÷Ћбїѓµ» Іќ»ѕ÷ѕу;”–їъЄЇЇ…OLRќ™8-10kg COD/m3°§d ±£ђЈі”¶∆ч÷–њ≈Ѕ£ќџƒаµƒ„оіу±»≤ъЉ„Ќйїо–‘„оЄя£ђЌђ ±Є®√ЄF420ЇђЅњЄя£ђѕµЌ≥µƒ≤ъЉ„Ќйїо–‘ЇЌƒ№Ѕ¶Њщі¶”Џ„оЉ—„іћђ°£
°°°°EC-UASBѕµЌ≥і¶јнЇу…ш¬Ћ“Ї÷–µд–ЌґЊЇ¶ќпµƒљµљвћЎ–‘£Ї
°°°°EC-UASBѕµЌ≥ƒ№єї”––ІµЎі¶јнјђїш…ш¬Ћ“Ї£ђґ‘ƒ—љµљвµƒ”–їъїѓЇѕќп£ђ»зЈ”ја°Ґх£∞Јја°Ґ‘”їЈЈЉћюјаЇЌґаїЈЈЉћюја”–Ї№Ї√µƒ»•≥э„ч”√£ђEC-UASBѕµЌ≥≥цЋЃ÷–µƒ”–їъќпїщ±Њќ™њ…љµљвќп÷ £ђ…ш¬Ћ“ЇґЊ–‘√чѕ‘љµµЌ;
°°°°‘ЏECєэ≥ћ÷–£ђЈ”ја°Ґх£∞Јја°Ґа≠яш°ҐЁЅљµљвЋў¬ њм£ђ»•≥э¬ Єя£ђґшЌв-2-ф«їщис чƒ‘£ђ“ма≠яшљµљвЋў¬ ¬э£ђ»•≥э¬ µЌ£ђµЂ‘ЏUASBєэ≥ћ÷–»іљµљвЇ№њм£ђ≥цЋЃ÷–ЇђЅњЇ№µЌ;4-Љ„їщ-±љЈ”°Ґ2(3H)±љ≤ҐазятЌ™°Ґ±љ≤Ґазят‘ЏECєэ≥ћ÷–»•≥э¬ Єя£ђґшUASBєэ≥ћ÷–ґ‘Ћь√«ЉЄЇх√ї”–»•≥э„ч”√°£…ш¬Ћ“Ї‘≠ЋЃЊ≠ECі¶јнЇу£ђVFAЇђЅњі”‘≠ЋЃ÷–µƒ0.68%‘цЉ”µљEC≥цЋЃ÷–µƒ16.18%°£
°°°°“їће љMBRі¶јн£Ї“їће љMBRЈі”¶∆чљшЋЃќ™UASBЈі”¶∆ч≥цЋЃ£ђ”–їъЄЇЇ…8kgCOD/m3°§d£ђЊ≠8hі¶јнЇуCOD»•≥э¬ >90%£ђЊ≠6hі¶јнЇуNH3-N»•≥э¬ >95%£ђѕµЌ≥≥цЋЃCOD≈®ґ»ќ™50mg/L„у”“£ђNH3-N≈®ґ»ќ™15mg/L„у”“;ќџƒаЄЇЇ…‘Љќ™2.1kg COD/m3°§d°£
°°°°±ЊЈҐ√чµƒ”–“ж–Ієы£Ї±ЊЈҐ√ч…жЉ∞јђїш…ш¬Ћ“ЇќёЇ¶їѓі¶јнЉЉ х°£≤…”√µзїѓ—І-—б—х-Ї√—хƒ§…ъќпЈі”¶∆ч„йЇѕі¶јнЉЉ х£ђјђїш…ш¬Ћ“ЇЊ≠єэµзїѓ—І—хїѓі¶јн1hЇу£ђCOD»•≥э¬ ќ™52%„у”“£ђ“ї–©ґЊЇ¶–‘їѓЇѕќпЌђ ±±ї„™їѓќ™њ…љµљвµƒ”–їъїѓЇѕќпїт”–їъЋбљ„ґќ£ђ‘ЏUASBЈі”¶∆чљш»л…ъїѓі¶јн;Єш≥цЅЋUASBЈі”¶∆ч÷–µƒ∆фґѓ≤ў„чћхЉюЇЌ„оЉ—‘Ћ––ћхЉю;Єш≥цЅЋUASBЈі”¶∆чґ‘…ш¬Ћ“Ї÷–µд–ЌґЊЇ¶ќпµƒљµљвћЎ–‘;Єш≥цЅЋMBRµƒ‘Ћ––ћхЉю£ђ“‘Љ∞Ћщ≤…”√µƒECЈі”¶∆ч°ҐUASBЈі”¶∆чЇЌMBRЈі”¶∆чµƒєє‘мћЎ’чЇЌ‘Ћ––є§“’Ѕч≥ћ°£µзїѓ—Іі¶јн єјђїш…ш¬Ћ“Ї÷–≤њЈ÷CODљµљвµƒЌђ ±£ђ“ї–©ґЊЇ¶ќп±ї„™їѓ£ђ»їЇуЌ®єэЄя–Іµƒ—б—х-Ї√—хі¶јн є≥цЋЃіпµљ≈≈Ј≈±к„Љ£ђµзїѓ—І-—б—х-Ї√—хƒ§…ъќпЈі”¶∆ч„йЇѕѕµЌ≥„№µƒCOD»•≥э¬ >99%£ђ≥цЋЃCOD≈®ґ»ќ™50mg/L„у”“£ђNH3-N»•≥э¬ >95%£ђ≥цЋЃNH3-N≈®ґ»ќ™15mg/L„у”“°£±ЊЈҐ√чµƒ±нєџќџƒа≤ъ¬ ‘Љќ™0.026kg MLVSS/kg COD£ђ÷ї”–іЂЌ≥µƒїо–‘ќџƒає§“’µƒ20%„у”“£ђѕµЌ≥µƒ≤ў„чµѓ–‘Ї№іу£ђњ…ЄщЊЁ µЉ ‘Ћ––є§њцљш––µчњЎ£ђECЈі”¶∆ч≥цЋЃї”ЈҐ–‘”–їъЋб(VFA)ЇђЅњќ™16.18%£ђ…ш¬Ћ“ЇґЊЇ¶–‘ѕ‘÷шљµµЌ£ђUASBЈі”¶∆ч”÷љш“ї≤љ»•≥эґЊЇ¶ќп£ђќ™“їће љMBRЈі”¶∆ч≥цЋЃіп±кµмґ®їщі°°£±ЊЈҐ√чґ‘ µѕ÷јђїш…ш¬Ћ“ЇµƒµЌЌґ„ °ҐµЌ‘Ћ––≥…±Њ°ҐЄяќ»ґ®–‘ЇЌ»Ђ√жіп±кЊя”–÷Ў“™µƒ—І х“в“еЇЌ µЉщЉџ÷µ°£





