
申请日2018.04.26
公开(公告)日2019.05.24
IPC分类号C02F3/30
摘要
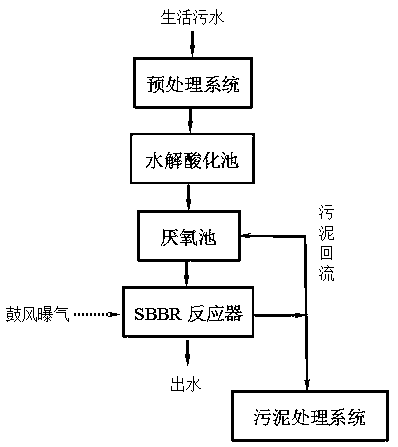
一种基于SBBR反应器的生活污水处理工艺用一体化装置,属污水生物处理技术领域,经预处理后的生活污水先进入水解酸化池,水力停留时间4.5~6.0h后进入厌氧池,厌氧池中活性污泥浓度维持在3500~4000mg/L,厌氧池水力停留时间为1.5~2.5h;厌氧池出水再进入SBBR反应器,在该反应器内依次完成进水、反应、沉淀、出水四个过程。本工艺采用DO探头对SBBR反应器中的溶解氧(DO)浓度进行自动监测,通过调整搅拌器转速和曝气量实现SBBR反应器内溶解氧(DO)浓度的自动调节,同时基于SBBR反应器自身的具备的污泥沉淀功能,省略二沉池从而进一步减少构筑物,实现节约占地面积20%~30%。
权利要求书
1.一种基于SBBR反应器的生活污水处理工艺用一体化装置,包括水解酸化池、厌氧池、SBBR反应器,其特征在于依次连通的水解酸化池、厌氧池、SBBR反应器顺序置于同一箱体中,水解酸化池上部设有进水口,底侧接通厌氧池;厌氧池和SBBR反应器于顶侧相通,连通口处设有进水电磁阀;SBBR反应器的底面铺有曝气器和排泥阀,出水口位于SBBR反应器的侧壁中部,出水口处设有出水电磁阀,SBBR反应器内安装有填料支架、生物弹性填料、搅拌器和DO探头,所述的DO探头、搅拌器、曝气器均通过PLC实现自动控制。
2.根据权利要求1所述的一种基于SBBR反应器的生活污水处理工艺用一体化装置,其特征在于水解酸化池、厌氧池、SBBR反应器中均置有搅拌器;厌氧池内部安装有弹性填料。
3.根据权利要求2所述的一种基于SBBR反应器的生活污水处理工艺用一体化装置,其特征在于SBBR反应器中搅拌器居中安装,搅拌器两侧分别安装有填料支架和生物弹性填料。
4.根据权利要求1所述的一种基于SBBR反应器的生活污水处理工艺用一体化装置,其特征在于SBBR反应器底面铺设的曝气器为板式微孔软管曝气器。
5.根据权利要求1所述的一种基于SBBR反应器的生活污水处理工艺用一体化装置,其特征在于SBBR反应器底部还设有排泥阀,所述的排泥阀通过管道连接污泥处理系统和剩余污泥回流管,剩余污泥回流管与厌氧池底部连通。
说明书
一种基于SBBR反应器的生活污水处理工艺用一体化装置
技术领域
本发明属污水生物处理技术领域,涉及集厌氧、缺氧、好氧、沉淀于一体的综合性生活污水生物处理方法,尤其是指一种基于SBBR反应器的生活污水处理工艺,同时涉及基于该工艺的一体化装置。
背景技术
传统的生活污水处理工艺是将生活污水进入格栅预处理后进入沉砂池、初沉池,初沉池出水经A2O或AO生物反应池进行厌氧、缺氧、好氧反应后流入二次沉淀池;回流系统通常设置二套:一套是混合液回流系统,即将部分好氧出水回流至缺氧池进行进一步深度脱氮处理;另一套是剩余污泥回流系统,即将二沉池污泥部分回流至反应池,以维持活性污泥浓度在一定范围内。缺氧反应通过反硝化脱氮实现N的去除,后续再通过人工加药去除生活污水中的磷。传统污水处理中的初沉池,会影响后续工艺所需的碳源,影响脱氮效果。故现有生活污水处理工艺均存在N、P去除效率低,出水水质差,出水很难达到国家规定标准的问题。
中国专利ZL201310077976.4公开的“基于生物接触氧化工艺的污水生物处理系统”,是申请人为提高污水脱氮效果研发成功的一体化装置,该装置包括处理池以及一体化地设置在处理池中依次连接的进水区、提升区、曝气区和污水分离区,曝气区被配置为包括多个溶解氧浓度不相同的子分区,每个子分区中置有生物膜填料,多个子分区为厌氧区、缺氧区和好氧区三者中的两者或两才以上的任意组合。通过将曝气区划分多个子分区并在子分区中置放生物膜填料,有效解决了低DO浓度和高污泥浓度之间在脱氮效果方面的矛盾,适合于进行同步硝化反硝化的脱氮处理,提高了脱氮处理效果;同时生物膜填料使有效活性污泥浓度提高,悬浮活性污泥浓度减小,避免了污泥沉积与排放。每个子分区实际上就构成了独立的A2O或AO反应器,在每个A2O或AO反应器中单独控制曝气量以完成独立分开的厌氧、兼氧、好氧反应。由于各阶段反应均需要单独的反应器,且在各个A2O或AO反应器中均要设置曝气装置并且添加填料,一方面增加了设备成本,另一方面设备体积较大;再者,该装置的处理效果仍有提升空间,反应全部完成后水中的污泥量相对较多,需要单独的泥水分离区来沉降,而且泥水分离区在整个装置中占据体积较大,进一步增大了装置的占地面积和设备成本。
发明内容
本发明的目的正是为了克服上述不足,提供一种基于SBBR反应器的生活污水处理工艺以及一体化装置,使得生活污水的N、P去除效率得到进一步提升,出水水质达到国家规定标准,同时降低了整套设备的占地面积。主要创新之处在于先以水解酸化池取代初次沉淀池,保证后续工艺所需的碳源,提高工艺脱氮效果;再以一个SBBR反应器分时间段完成缺氧、好氧、缺氧反应,各反应段随DO浓度和时间的变化推移演变,综合处理能力得到大幅提升,污泥量也相对较少,同时SBBR反应器本身具备的泥水沉降功能就可满足整个工艺的泥水分离要求,无需再单独配置泥水分离区便可实现泥水分离,减少了工艺装置的占地面积。
具体实施步骤如下:一种基于SBBR反应器的生活污水处理工艺,其特征在于预处理后的生活污水先进入水解酸化池,水力停留时间4.5~6.0小时后进入厌氧池,厌氧池中活性污泥浓度维持在3500~4000mg/L,厌氧池水力停留时间为1.5~2.5h;厌氧池出水进入SBBR反应器,在SBBR反应器中依次完成进水、反应、沉淀、出水四个过程,每个过程控制如下:
1.厌氧池出水进入SBBR反应器,当进水完成时关闭进水电磁阀,同时搅拌器开启,溶解氧(DO)浓度控制在0.3mg/L以下,时间为60~90min;
2.关闭搅拌器,开始曝气处理,溶解氧(DO)浓度控制在1.0~1.5mg/L,时间为300~360min;
3.停止曝气,再次开启搅拌器,溶解氧(DO)浓度控制在0.3mg/L以下,时间为60~90min;
4.关闭搅拌器,静止沉淀,沉淀时间为30min~45min,开启出水电磁阀,上清液从出水电磁阀排出。
本工艺对生活污水的预处理是利用格栅和旋流沉砂池完成,旋流沉砂池表面水力负荷控制在80~90m3/m2・h,水力停留时间为50~60S。
本工艺采用水解酸化池取代初次沉淀池,兼具调节池功能。水解酸化池中保持搅拌器的转速60~80r/min,在与初次沉淀池水力停留时间相同的条件下,有机物去除效果显著高于初沉池,并且能够将污水中的难降解有机污染物质转化为小分子物质,提高了污水的可生化性,缩短后续生物处理的时间,降低能耗。
本工艺厌氧池内的活性污泥由外部投加,维持厌氧池内活性污泥浓度在3500~4000mg/L左右,保持搅拌器的转速60~80r/min。池内污泥浓度过高,会导致污泥负荷过低,污泥容易老化;污泥浓度过低,又会导致污泥负荷过高,污泥容易死亡。两者都会让出水水质不达标。厌氧池内的水力停留时间不能过短也不能过长,水力停留时间过短会使除P效果差,污泥容易膨胀;水力停留时间过长会让池体体积增大,增加设备成本。
本工艺SBBR反应器中搅拌器的转速通常也控制为60~80r/min。通过对SBBR反应器中的DO值进行监控,自动调节反应器内溶解氧浓度,依次完成缺氧、好氧、缺氧阶段反应。缺氧阶段,溶解氧(DO)浓度的调节主要通过搅拌器的转速调整实现,当SBBR反应器中溶解氧(DO)浓度低时,搅拌器转速上升;溶解氧(DO)浓度高时,搅拌器转速下降;好氧阶段,溶解氧(DO)浓度的调节主要通过调整曝气量的大小实现,溶解氧(DO)浓度低时增大曝气量,溶解氧(DO)浓度高时降低曝气量。沉淀阶段完成后,SBBR反应器中的剩余污泥部分排到污泥处理系统,部分回流到厌氧池。
根据本工艺设计的基于SBBR反应器的生活污水处理一体化装置,包括水解酸化池、厌氧池、SBBR反应器,其特征在于依次连通的水解酸化池、厌氧池、SBBR反应器顺序置于同一箱体中,水解酸化池上部设有进水口,底侧接通厌氧池;厌氧池和SBBR反应器于顶侧相通,连通口处设有进水电磁阀;SBBR反应器的底面铺有曝气器和排泥阀,出水口开在SBBR反应器的侧壁中部,出水口处设有出水电磁阀,SBBR反应器内安装有填料支架、生物弹性填料、搅拌器和DO探头,所述的DO探头、搅拌器、曝气器连接自动控制系统。
该一体化装置的水解酸化池和厌氧池中均置有搅拌器,厌氧池内部安装有搅拌器和弹性填料。
SBBR反应器中搅拌器居中安装,搅拌器两侧分别安装有填料支架和生物弹性填料。SBBR反应器底面铺设的曝气器优先采用本申请人的授权发明专利ZL201510124054.3公开的板式微孔软管曝气器。SBBR反应器底部还设有排泥阀,所述的排泥阀通过管道连接污泥处理系统和剩余污泥回流管,剩余污泥回流管与厌氧池底部相连通。
本发明有益效果:本发明是对中国专利ZL201310077976.4公开的“基于生物接触氧化工艺的污水生物处理系统”的进一步的改进,本发明的技术关键有三点,第一个技术关键在于:将现有技术的初沉池去除,改为水解酸化池,水解酸化池去除有机物的效果不仅高于初沉池,而且将污水中的难降解有机污染物质转化为小分子物质,为后续的生化反应提供基础,缩短生化反应的时间,降低能耗,避免了缺乏碳源而导致生物脱氮除磷效果差的问题。
第二个技术关键在于:本申请无需设置多个缺氧、好氧池体,只需在厌氧池后设置SBBR反应器即可,用立式的SBBR反应器替代多个子反应区和二沉池,对比文件需在每个子反应区内设置曝气装置和生物填料,而立式的SBBR反应器无需在反应器内设置多个分隔的区域,只需通过监测溶解氧(DO)浓度,并调节搅拌轴的速度和曝气量,并通过设置不同的反应时段来实现对比文件中的多个子反应区的缺氧、好氧、缺氧等功能区域,不仅实现了自动化精确控制,还可对缺氧、好氧的功能模块进行不限数量的组合,可应对不同的污水的进水水质,大大提高了处理效果,再者由于SBBR反应器在进行最后静置时可对污泥进行自动沉降,无需另行设置二沉池,缩小占地面积20%~30%。
第三个技术关键在于:设置在SBBR反应器上设置自动化检测装置,将 DO探头、搅拌器、曝气器连接自动控制系统,实现DO浓度的自动检测和调节,降低能耗和运行成本。
本发明完全通过厌氧池除磷、SBBR深度脱氮即可实现生活污水的高效脱氮除磷,适合产业化应用。





