
申请日2011.02.18
公开(公告)日2012.09.26
IPC分类号C02F3/30
摘要
本发明公开了一种缺氧-好氧生物流化床污水处理工艺。其主要特征是:污水原料进入缺氧生物流化床下部进行反应,反应后的缺氧生物流化床反应物流一部分作为回流,其余部分进入好氧生物流化床下部进行反应,反应后的好氧生物流化床反应物流一部分作为缺氧生物流化床的回流返回至缺氧生物流化床,其余部分进入分离器进行分离,分离后的分离器上部物流进行排放,分离器下部污泥一部分排至污泥处理系统,其余部分泵送至缺氧生物流化床,或者泵送至缺氧生物流化床和好氧生物流化床。使用本发明不仅可提高系统的污水处理效果,而且可提高生化系统的负荷和抗冲击能力。
权利要求书
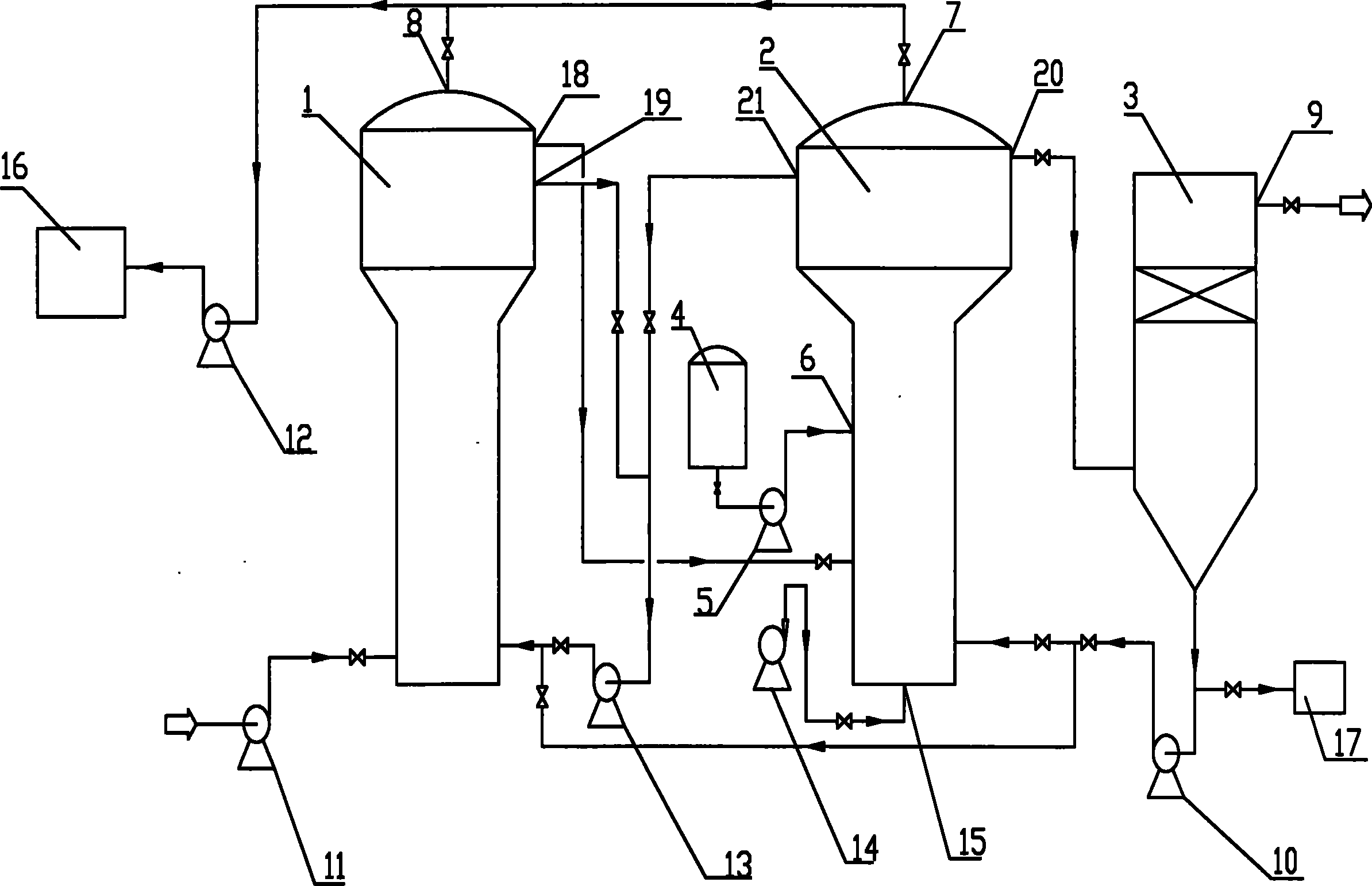
1.一种缺氧-好氧生物流化床污水处理工艺,其特征在于:污水原料进入 缺氧生物流化床下部,在厌氧菌和兼氧菌的作用下进行反应,反应后的缺氧生 物流化床反应物流一部分从缺氧生物流化床上部出来后作为回流返回至缺氧生 物流化床下部,其余部分从缺氧生物流化床上部出来后进入好氧生物流化床下 部,在好氧菌和兼氧菌的作用下进行反应,反应后的好氧生物流化床反应物流 一部分从好氧生物流化床上部出来,作为回流与缺氧生物流化床的回流混合后 返回至缺氧生物流化床下部,其余部分从好氧生物流化床上部出来后进入分离 器进行分离,分离后的分离器上部物流进行排放,分离器下部污泥一部分排至 污泥处理系统,其余部分泵送至缺氧生物流化床下部,或者是分离器下部污泥 一部分排至污泥处理系统,其余部分经泵加压后再分成两部分,分别送至缺氧 生物流化床下部和好氧生物流化床下部,其中所述缺氧生物流化床中的总回流 量以保证缺氧反应器处于流化状态,且溶解氧0.2~0.5ppm为准。
2.根据权利要求1所述的工艺,其特征在于:所述缺氧生物流化床中回流 的缺氧生物流化床反应物流与好氧生物流化床反应物流的体积比为(3~5)∶1。
3.根据权利要求1所述的工艺,其特征在于:所述缺氧生物流化床污水停 留时间为4~8小时。
4.根据权利要求1所述的工艺,其特征在于:所述好氧生物流化床污水停 留时间6~12小时。
5.根据权利要求1所述的工艺,其特征在于:所述好氧生物流化床的容积 负荷为3~5kgCOD・m-3・d-1。
6.根据权利要求1所述的工艺,其特征在于:所述好氧生物流化床中BOD5、 NH3-N和总P的比值为(80~150)∶(4~6)∶1。
7.根据权利要求1所述的工艺,其特征在于:所述污泥回流比为(0~1)∶ 1。
8.根据权利要求1所述的工艺,其特征在于:缺氧生物流化床和好氧生物 流化床的废气混合后集中处理。
9.根据权利要求1或8所述的工艺,其特征在于:缺氧生物流化床和好氧生 物流化床的废气混合后集中密闭处理。
说明书
一种缺氧-好氧生物流化床污水处理工艺
技术领域
本发明属于污水生物处理领域,特别涉及一种缺氧-好氧生物法处理石油化 工污水和轻工业污水的工艺。
背景技术
随着我国城市规模的发展和工业化程度的不断提高,产生大量难处理的工 业污水和生活污水,污水处理厂面临着严峻的挑战,特别是工业污水处理领域, 污水排放量大,水质复杂,毒性大,氨氮、COD比较高。单独的好氧工艺已经不 能完全对污水中的有机物进行生化降解,寻求能够高效去除所谓生物难降解物 质的方法,已经成为近年来污水生物处理研究的重点。缺氧污水处理工艺借助 兼性厌氧菌和专性厌氧菌的共同作用,不仅可以提高有机成分的生化降解范围 和去除率,而且可以分解好氧系统的剩余污泥,减少剩余污泥的排放量,大大 降低污水处理系统运行费用。
传统的缺氧反应池结构比较简单,污水进入池体后与厌氧菌进行混合并发 生消解反应,可以将污水中难降解的大分子有机物分解为小分子有机物,以有 利于进行好氧生化反应。该工艺处理工业污水停留时间一般大于8个小时,存 在占地面积大,停留时间长,效率低,达标困难,操作、运行费用高等问题。
好氧生物流化床反应器高径比大,占地面积小,反应器内处于高速内循环 状态,污水处理效率高,抗冲击能力强,停留时间短,应用前景广阔。但单独 的好氧生物流化床工艺难以降解大分子有机物,特别是处理工业污水,达标排 放困难,需要借助缺氧污水处理工艺与好氧生物流化床串联。
中国专利申请CN00110777.1一种自流式污水处理工艺,它包括旋流除砂、 厌氧生物处理、好氧生物处理、沉降出水等步骤,其特征是:在厌氧生物处理 工艺步骤中,污水通过厌氧消化池,在厌氧消化池内设置交错的多道上下隔板, 同时池内设置降解生物膜,为保证池内温度,池上覆盖保温层;在降解过程中 投入酵母菌和多酶体生物启动剂,使酵母菌迅速繁生,保证生物降解;在好氧 消化池中设置高密度软体生物膜,在曝气条件下进行活性污泥分离,此池中的 沉积污泥全部回流至厌氧消化池中,与厌氧污泥混合;厌氧消化池内的污水容 量与好氧消化池内的污水容量之比为8∶2。其以厌氧降解为主,以好氧降解为辅, 泥水一体体处理,减少设备投资和运行费用,将污泥转化为生物肥、变废为宝。 但占地面积大,投资和操作费用高。
中国专利申请CN200910103737.5公开了一种污泥减量的A/O脱氮污水处理 工艺,该技术的特点是将污水脱氮处理与污泥减量有机结合起来,兼有A/O脱 氮工艺和OSA工艺的优点,在保证出水水质的情况下实现污泥减量;工艺流程 简单,节省了物耗能耗;节省投资,不会引发潜在的环境安全问题;设备投资 及运行费用低,运行管理方便。但该技术的容积负荷较低,停留时间长,流化 传质效果差。
中国专利申请CN200810113608.X公开了一种组合式好氧生物流化床污水处 理装置,该装置包括多个好氧生物流化床,所述各好氧生物流化床采用标准化 箱体,各箱体相互并联,所述箱体呈矩形,其两端各设有上中下三个相同的带 有法兰的连接短管,所述箱体内设有流化床,所述流化床位于上下连接短管之 间,其底部包括均压孔板和位于均匀孔板上方的泡罩布水板,所述均匀孔板和 所述泡罩布水板之间留有间距,所述泡罩布水板上面是用作生物膜载体的固体 细颗粒,所述固体细颗粒是塑料球或活性炭颗粒。所述箱体采用耐腐蚀的钢材 制造或设有防腐层,所述防腐层为玻璃钢材料或防腐涂料。该装置可以任意组 合,建成不同的处理系统,有利于减低成本,简化安装,保证污水的处理效果。 但其只是将好氧生化处理装置化,占地面积大,接口多,成本大;该专利是单 独的好氧生物流化床串联工艺,因此难以降解大分子有机物,特别是处理工业 污水,达标排放困难,需要借助缺氧污水处理工艺与好氧生物流化床串联。
缺氧与好氧结合处理污水是发展趋势,中国专利CN200610012071.9公开了 一种厌氧好氧耦合生物流化床处理含酚废水的方法,其步骤是:废水首先进入 调节池调节后进入含有大孔悬浮载体的生物流化床中,进行曝气,通过厌氧好 氧耦合生物处理,实现废水降解;排出流化床,静置,将上层达标水排出,下 层沉降污泥小部分排放,大部分回流至流化床内继续参与废水处理过程。该方 法在一个生物流化床中同时提供了好氧生物和厌氧生物生存的环境,同时两个 环境间的物质可以通过扩散交换,从而实现了厌氧生物降解和好氧生物降解的 耦合,停留时间缩短、处理效率提高,占地面积小、投资小,启动、操作和维 护简单,剩余污泥产量小,既可应用于序批式处理工艺也可应用于连续流式处 理工艺。但其缺点是:工艺相对比较繁琐,不能连续进水,污水停留时间长, 另外该方法在曝气状态下无法达到真正意义上的厌氧和好氧相耦合。
发明内容
本发明是针对现有污水处理技术效率低,占地面积大,污水达标排放困难 等问题而提供一种缺氧-好氧生物流化床污水处理工艺。本发明工艺将缺氧与好 氧生物流化床工艺相结合,不仅提高了系统的污水处理效果,而且可提高生化 系统的负荷和抗冲击能力。
本发明提供一种缺氧-好氧生物流化床污水处理工艺,其特征在于:污水原 料进入缺氧生物流化床下部,在厌氧菌和兼氧菌的作用下进行反应,反应后的 缺氧生物流化床反应物流一部分从缺氧生物流化床上部出来后作为回流返回至 缺氧生物流化床下部,其余部分从缺氧生物流化床上部出来后进入好氧生物流 化床下部,在好氧菌和兼氧菌的作用下进行反应,反应后的好氧生物流化床反 应物流一部分从好氧生物流化床上部出来,作为回流与缺氧生物流化床的回流 混合后返回至缺氧生物流化床下部,其余部分从好氧生物流化床上部出来后进 入分离器进行分离,分离后的分离器上部物流进行排放,分离器下部污泥一部 分排至污泥处理系统,其余部分泵送至缺氧生物流化床下部,或者是分离器下 部污泥一部分排至污泥处理系统,其余部分经泵加压后再分成两部分,分别送 至缺氧生物流化床下部和好氧生物流化床下部,其中所述缺氧生物流化床中的 总回流量以保证缺氧反应器处于流化状态,且溶解氧0.2~0.5ppm为准。
本发明进一步特征在于:所述缺氧生物流化床中回流的缺氧生物流化床反 应物流与好氧生物流化床反应物流的体积比为(3~5)∶1。
本发明进一步特征在于:所述缺氧生物流化床污水停留时间为4~8小时。
本发明进一步特征在于:所述好氧生物流化床污水停留时间6~12小时。
本发明进一步特征在于:所述好氧生物流化床的容积负荷为3~5kgCOD・m-3・d-1。
本发明进一步特征在于:所述好氧生物流化床中BOD5、NH3-N和总P的比 值为(80~150)∶(4~6)∶1。其中,BOD5为五日耗氧量,NH3-N为氨氮含量, 总P为磷含量。
本发明进一步特征在于:所述污泥回流比为(0~1)∶1。
本发明进一步特征在于:缺氧生物流化床和好氧生物流化床的废气混合后 集中处理。
本发明进一步特征在于:缺氧生物流化床和好氧生物流化床的废气混合后 集中密闭处理。
本发明所述缺氧生物流化床中的总回流量是指:作为回流返回至缺氧生物 流化床下部的缺氧生物流化床反应物流量和作为回流返回至缺氧生物流化床下 部的好氧生物流化床反应物流量之和,以保证缺氧反应器处于流化状态,溶解 氧0.2~0.5ppm,同时可提供新鲜活性污泥。
本发明所述污泥回流比是指污泥回流量与装置进水量的体积比,污泥回流 量指即送至缺氧生物流化床下部的污泥量,或送至缺氧生物流化床下部和好氧 生物流化床下部的污泥量,装置进水量指进入缺氧生物流化床下部的污水原料 量。
本发明所述泵送至缺氧生物流化床下部的分离器下部污泥的作用是消解缺 氧生物流化床中的部分剩余污泥。
本发明与现有技术相比,其效果是:
1)本发明充分利用生物流化床反应器占地面积小,停留时间短,抗冲击能 力强的优点,将缺氧与好氧生物流化床工艺互补,向缺氧生物流化床反应器不 断补充新鲜活性污泥,提高酸化水解效果,还可以增强缺氧反应器的流化与传 质,提高反应效率。
2)本发明能够消耗掉部分好氧生化反应所产生的剩余污泥,减少30%左右 的污泥排放量。
3)将缺氧与好氧生物流化床两种工艺集成化,废气集中密闭处理,进一步 减少了占地面积,节约投资和操作成本,增强系统的抗冲击能力,提高污水处 理效果和效率,避免产生二次污染。
4)本发明利用流体力学原理,系统内高速循环流化,传质效果好,泥水充 分混合,反应效率高,容积负荷可达传统工艺3倍左右,而且启动快,抗冲击 能力强。





