臭氧具有氧化能力强、气源易得、制备简单等优点,常被用于水和废水的处理。臭氧与水的混合方式对其氧化效果至关重要。常用的混合装置多为填料塔、喷雾塔、鼓泡塔等。这些装置构形简单,操作方便,但同时存在泡沫、液泛等问题,且其传质效率不够高。膜接触反应器是一种新型的气液接触装置,被广泛应用于甲烷、氧气、二氧化碳、二氧化硫、氨气以及臭氧等气液交换过程中。在此膜接触反应器中,应用疏水膜将气液两相隔离,在浓度差的作用下,气体从气相侧扩散到液相侧。该气液混合过程以无泡的方式进行传质,可有效地避免泡沫、液泛等问题。同时,因膜接触反应器的比表面积(a) 较大 ,其体积传质系数(kL a) 较高。在相同的臭氧传质通量下,膜接触反应器的体积较小。研究表明,其体积可比传统反应器小1 ~ 2 个数量级。
本研究采用疏水膜膜接触反应器,研究在膜接触反应器中臭氧的传质规律及其对模拟印染废水的降解规律。首先对影响膜接触反应器臭氧传质过程的因素,包括臭氧浓度、水流速、水温及膜丝长度等进行研究。进一步对比研究膜接触反应器和鼓泡反应器对模拟印染废水的降解效果,比较其对色度、COD 的去除效率。
1 基本原理
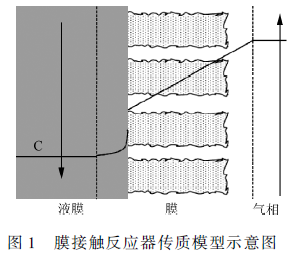
如图1 所示,在膜接触反应器中,疏水膜将气液两相分开,使之独立流动。气相侧为臭氧气体,液相侧为吸收液(水或废水)。在浓度差的作用下,臭氧从气相主体跨越气相边界层、膜和液相边界层而进入液相主体,继而发生物理吸收或化学反应。在扩散过程中,需维持气相压力小于液相压力。有别于传统反应器,在此气液交换过程中无气泡产生。
当吸收溶液为纯水时,液相侧发生物理吸收过程。此传质过程可用阻力串联模型描述 ,其传质阻力主要来自气体边界层、膜和液体边界层等3 部分。因臭氧在气体中的扩散系数远大于在水中的,所以,气体边界层阻力和膜阻力均可忽略不计。则总传质系数KO 与液相传质系数kL 近似相等。
K0 ≈ kL (1)
对于此臭氧传质过程,进行物料平衡计算,在稳态条件下,有:
![]()
式中: vL 为液相流速, C 为产水的臭氧浓度, C∗ 为液相饱和臭氧浓度, a 为膜的比表面积, z 为膜长。
吸收液为纯水,不含臭氧。对式(3)进行积分得到臭氧体积传质系数为:

式中: L 为进行气液接触的膜丝长度。
当吸收溶液为模拟印染废水,液相侧发生化学反应。臭氧对染料的降解速率符合表观一级反应动力学,染料降解速率常数可表示为:

式中: ka 为染料降解速率常数, Ct 为t 时刻染料浓度, C0 为初始时刻的染料浓度。
2 实验
2. 1 材料与试剂
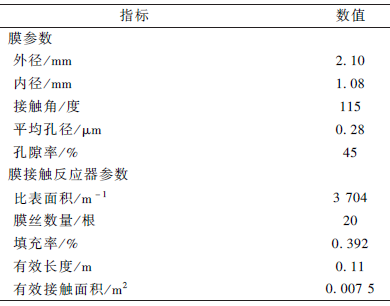
本实验所用膜接触反应器为实验室自制,所使用的疏水膜为聚四氟乙烯中空纤维膜(浙江东大环境工程有限公司)。膜及膜接触反应器的相关参数见表1。其他设备和试剂包括:3S-A 型臭氧发生器(北京同林科技公司);Ideal-2000 臭氧浓度检测仪(山东爱迪尔科技公司);DR5000 紫外可见分光光度计(美国Hach 公司);靛蓝三磺酸钾盐(Sigma-Aldrich);刚果红(国药集团)。
表1 膜及膜接触反应器参数
2. 2 实验流程和方法
实验装置如图2 所示,经臭氧发生器制备得到一定浓度的臭氧,一部分进入臭氧浓度检测仪,一部分经流量计定量进入膜接触反应器的壳程。吸收液则通过蠕动泵打入膜接触反应器的管程,并通过恒温水浴锅控制吸收液温度。在膜接触反应器中进行臭氧传质并继而进行物理吸收或化学反应。对于纯水,吸收液单次通过膜接触反应器后取样测试;对于模拟印染废水,吸收液循环多次通过膜接触反应器,经一定的接触时间后取样测试。含臭氧的尾气经5% 碘化钾溶液吸收后排空。实验中,进入膜接触反应器的臭氧流量为100 mL・min - 1 。

对于传质过程的研究,液相侧为经磷酸酸化的超纯水 (pH≈2. 4)。令吸收液进入膜接触反应器,并测定其出口处产水臭氧浓度,水流经膜接触反应器一次。继而根据公式(3)计算该条件下体积传质系数kL a 值。考察的因素包括臭氧浓度、液相雷诺数、水温及膜长度等。对于模拟废水降解的研究,液相侧为100 mg・L - 1 的刚果红水溶液(pH = 7. 7,由1 000 mg・L - 1 母液稀释得到),吸收液在膜接触反应器内循环流动。如不加说明,实验在25 ℃ 进行。测试水中COD、色度等指标随时间的变化,根据色度对染料浓度定量,并根据公式(4)计算其反应常数ka 。
液相臭氧浓度由靛蓝三磺酸钾盐分光光度法测得 。气相臭氧浓度由基于光度吸收法的臭氧浓度检测仪测定。色度、COD 等指标的测定参照《水和废水监测分析方法》。
3 结果与讨论
3. 1 影响传质过程的因素研究
针对臭氧在膜接触反应器中的传质规律进行探讨,分别研究气相臭氧浓度、液相雷诺数、液相温度和膜长度等因数对传质的影响。臭氧传质效果以产水臭氧浓度及体积传质系数kL a 值定量表示。
如图3 所示,随着液相流速增加,产水臭氧浓度下降。在较高的流速下,吸收液在膜丝中停留时间较短,臭氧传质量相对较少。与此同时,在较高的流速下,液相侧的湍流度较高。而较高的湍流度有利于削减边界层效应,从而促进臭氧扩散。产水臭氧浓度由这两种因素共同作用。产水臭氧浓度随水流速的升高而下降,这表明停留时间的减少影响更为显著。流速对体积传质系数的影响如图4 所示。随着流速即雷诺数的增加,体积传质系数增加。这正反映了在高雷诺数下液相边界层厚度较小,传质阻力随之减小的规律。
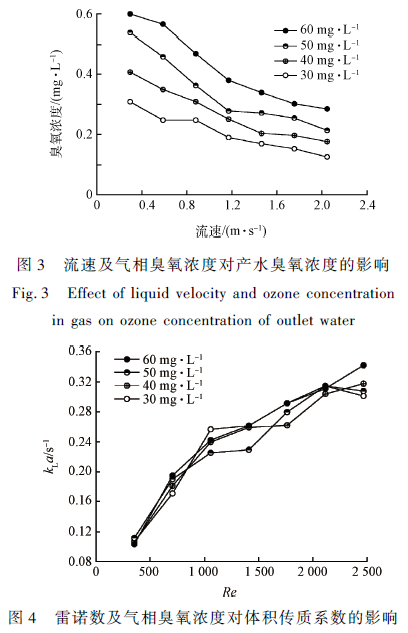
如图3 所示,产水臭氧浓度随气相臭氧浓度的升高而升高。在较高的气相臭氧浓度下,传质推动力较大,有利于臭氧扩散。而体积传质系数不随臭氧浓度的变化而改变。如图4 所示,在30 ~ 60 mg・L - 1 下,体积传质系数无显著差异。臭氧体积传质系数(kL a ≈ K0a) 包含于舍伍德数中: Sh = K0 d/ D, D 为臭氧在水中的扩散系数。表示流体状态的雷诺数表示: Re = ρvw d/ μ, ρ、d、μ 分别表示吸收液密度,特征长度及吸收液粘度。雷诺数与舍伍德数的关联式为: Sh = aReb Scc , Sc = μ / ρD 为施密特数, a、b、c 为指数。其中, ρ、D、μ 和d 分别取1 × 103 kg・m - 3 、1. 75 × 10 - 9 m2 ・s - 1 、1. 005 × 10 - 3 Pas、1. 08 × 10 - 3 m。根据文献报道,施密特数指数c 取为0. 33 。对30 ~ 60 mg ・ L - 1 下4 组数据进行拟合, 得a = 1. 31, b = 0. 54, R2 = 0. 946。得到的关联式为: Sh =1. 31Re0. 54 Sc0. 33 。由此关联式可知,在膜接触反应器中,臭氧的体积传质系数与流体(如粘度、密度)及流道(如特征长度)的性质紧密相关。
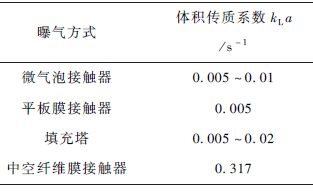
当雷诺数为2 467,温度25 ℃ ,膜长0. 11 m,臭氧流量为100 mL・min - 1 ,臭氧浓度为40 mg・L - 1时,膜接触反应器的体积传质系数kL a 值为0. 317s - 1 。与传统反应器如微气泡接触器和填充塔相比,膜接触反应器的体积传质系数要高15 ~ 62 倍。由此可知,在相同的臭氧通量下,膜接触反应器具有设备较小的优势 。
表2 不同臭氧曝气方式体积传质系数比较
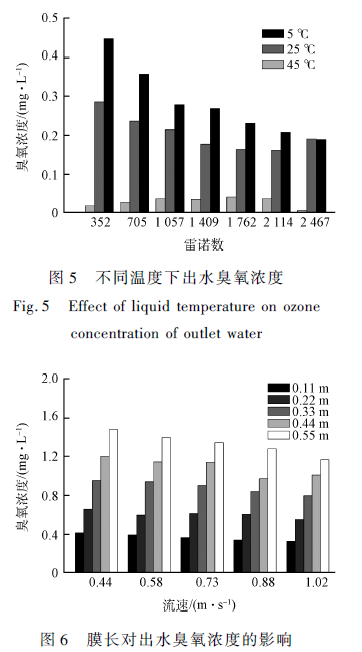
除了流速与臭氧浓度,温度对臭氧扩散的影响也比较显著。本实验气相臭氧浓度为50 mg・L - 1 ,流量为100 mL・min - 1 。如图5 所示,随着温度升高,出水臭氧浓度随之减小。臭氧的亨利系数H 随温度变化可描述为[19] : logH = 5. 12 - 1230 / T。而水的饱和臭氧浓度为: C∗ = pozone / H, 其中pozone 为气相臭氧分压。随着温度升高,水的饱和臭氧浓度下降,传质推动力减小,臭氧扩散的速率相应下降。与此同时,在较高的温度下,臭氧的稳定性变差,臭氧的自分解速度加快 。这2 个原因共同作用,使得在较高的温度下,产水臭氧浓度较小。
膜丝长度对出水臭氧浓度的影响如图6 所示。随着膜丝长度的增加,气液接触时间增加,出水臭氧浓度增加,但出水臭氧浓度增加的幅度在逐渐减小。由式(3)可知,传质推动力由饱和臭氧浓度与水中臭氧浓度决定。随着臭氧不断从气相扩散到液相,水中臭氧浓度不断升高,而气相中的臭氧浓度不断下降,这使得传质推动力逐渐下降。因此,随着膜丝长度的增加,臭氧浓度增加的幅度逐渐下降。可见,单位膜长传质效率是随着膜长度增加而下降的。但是膜长的增加,有利于充分吸收臭氧,增加臭氧利用效率,并减少尾气臭氧浓度,降低后续处理强度。
3. 2 模拟印染废水降解的研究
本部分实验利用膜接触臭氧氧化工艺对模拟印染废水进行降解。吸收液为100 mg・L - 1 的刚果红溶液。通过测定刚果红浓度及COD 值变化来评价该工艺处理印染废水的效率。并假定反应遵循伪一级反应动力学,通过降解速率常数ka 值定量描述。
如图7 所示,随着液相流速和气相臭氧浓度的增加,染料降解速率常数增加。刚果红为典型的偶氮染料,臭氧与其反应非常迅速,可视为瞬时过程。因此,在此传质-反应过程中,臭氧传质过程为控制过程。由上部分实验可知,在较高的臭氧浓度和液体流速下, 臭氧传质通量较大, 因而染料降解速度较快。
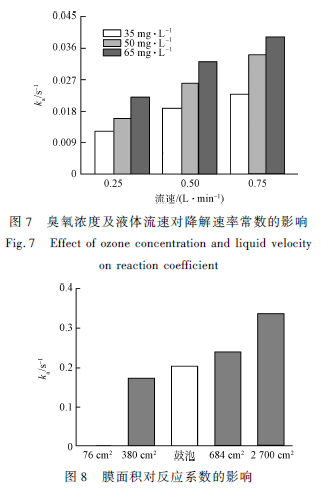
在传统鼓泡反应器中,气体通过气泡界面进行传质。单位体积内气泡的面积决定传质效率,通过减小气泡大小,提高比表面积可显著增加传质和反应效率。而在膜接触反应器中,气液接触界面是膜的表面。因而,膜表面积大小对染料降解速率影响显著。如图8 所示,随着膜面积不断增大,染料降解速率常数不断增大。在鼓泡反应器中,降解常数为0. 204 s - 1 ; 而在膜接触反应器中, 降解常数为0. 002 5 s - 1 ~ 0. 336 s - 1 。当膜接触反应器的面积为2 700 cm2 时,降解常数可比鼓泡反应器大65% 。膜接触反应器的一个重要特点为比表面积大,填充密度高。可为臭氧传质和反应提供大量的接触界面。通过合理的组件设计,可在较小的体积内实现较大的气液接触面积继而实现高效传质。
使用面积为2 700 cm2 的膜接触反应器及鼓泡反应器在相同条件下(臭氧浓度60 mg・L - 1 ,流量100 mL・min - 1 )处理上述500 mL 刚果红溶液,降解效果对比如图9 所示。经过30 min 反应,对于膜接触反应器和鼓泡反应器,色度去除率分别为99. 6%和94. 5% ,COD 去除率分别为66. 7% 和39. 4% 。膜接触反应器对染料的降解速率较高。
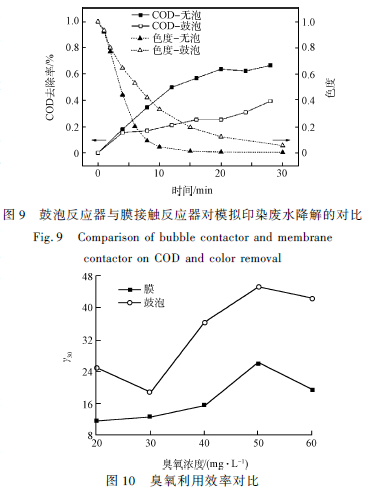
与此同时,膜接触反应器的臭氧的利用效率也得到较大程度的提高。在本实验中,臭氧利用效率以比臭氧消耗量来表示:
γ30 = (Cozone ・Qozone ) / (COD0 - COD3 0 )・Vdye
其中COD0 、COD30 、Vdye 、Cozone 、Qozone 分别表示初始时刻水中COD 含量,30 min 后水中COD 含量,染料废水体积(300 mL),气相臭氧浓度和气体提供量(100 mL・min - 1 )。如图10 所示,膜接触反应器的比臭氧消耗量要小于鼓泡反应器。在鼓泡反应器和膜接触反应器中,比臭氧消耗量都随着臭氧的浓度增加而升高。当气侧臭氧浓度升高时,臭氧传质通量升高。当臭氧传质量足够大时,此传质-反应过程的控制过程由臭氧传质转变为臭氧与染料等物质的反应过程。因此,提高气相臭氧浓度对染料废水COD 降解的贡献会随着臭氧浓度的升高而下降,则会出现比臭氧消耗量随着气相臭氧浓度升高而下降的现象。当臭氧浓度为60 mg・L - 1 时,膜接触反应器的比臭氧消耗量为鼓泡反应器的45% 。具体参见污水宝商城资料或http://www.dowater.com更多相关技术文档。
4 结论
本实验利用膜接触反应器对臭氧的传质规律及其在模拟印染废水降解中的应用进行了实验研究,得到如下结论:
膜接触反应器臭氧传质效率优于鼓泡反应器,其体积传质系数kL a 值可达0. 317 s - 1 ,比鼓泡反应器的大1 ~ 2 个数量级。臭氧的体积传质系数只与流体和流道的性质有关,其关联式可表达为: Sh =1. 31Re0. 54 Sc0. 33 。而水流速、臭氧浓度、水温和膜长度等因素对传质都有较大的影响。
将膜接触臭氧反应器用于印染废水的处理,可有效提高氧化速率以及臭氧的利用率。与鼓泡反应器相比,当膜面积为2 700 cm2 时,COD 降解速率提高了69% ,比臭氧消耗率降低了45% 。
结果表明,基于膜接触反应器的臭氧氧化工艺可减小臭氧反应器的体积,提高臭氧的利用效率。该技术在废水高效臭氧氧化的应用上具有一定的发展潜力。

