有色金属工业是全国污染物排放的大户,镍钴工业又是有色金属工业污染物排放大户,镍钴工业废水由于其水质成分复杂、污染物含量高,加之生产工艺和技术装备水平参差不齐,导致其废水处理成本较高、运行效率低下,而且镍钴工业在深加工过程中会产生大量含有氨氮及重金属污染物的工业废水,氨氮是水体富营养化的主要成因,镍、钴、铬等重金属通过食物链富集又会对人体健康造成极大危害,某公司作为目前国内较大的钴产品生产加工基地,主要产品有四氧化三钴、镍钴锰三元素氢氧化物以及硝酸银等产品,生产废水每日排放量约430 t,废水中污染物主要有氨氮、COD及重金属等,随着2010年铜、镍、钴工业污染物专项排放标准(GB25467-2010)的出台,原有的废水处理装备和技术已经不能适应新的排放标准要求,因此必须重新进行废水处理工程设计。
一、废水水质及特点
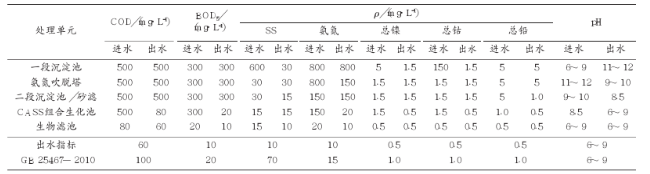
该公司废水水质及排放要求见下图。

从混合废水水质来看,重金属成分多、氨氮浓度较高、有机物浓度较低是该废水的主要特性之一,因此工程设计时需要综合考虑废水处理工艺路线,确保各项指标达标排放。
二、工艺流程
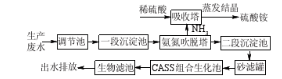
按照工业废水处理系统工艺流程的一般顺序,结合废水水质特点,在预处理阶段设置差流式调节池、沉淀池,其主要作用是调节废水水质,并对其中的镍、钴等有价金属进行加碱絮凝沉淀回收;考虑到实际废水中有多种重金属离子,当废水中含有锌、铅、铬等两性金属时,高pH时有再溶解倾向,因此工艺中设置二级pH调整、絮凝沉淀、砂滤以脱除废水中的多种不同类型的重金属离子;由于废水m(BOD5)/m(COD)为0.56,表明废水生化性较好,采用生物处理比较优越;加之废水中氨氮浓度较高,且氨氮在碱性条件下,主要以游离氨的形式存在,比较适合于用吹脱法进行去除,因此主处理阶段主要采用物化与生化相结合的处理工艺,目的是利用微生物的硝化与反硝化作用进行深度脱氮,利用活性污泥和生物接触氧化法组合而成的CASS工艺兼具活性污泥法与生物膜法二者的优点,近年来得到国内外的广泛研究与应用,因此本废水处理工程生物脱氮采用CASS工艺。
三、调试运行
废水处理系统从2010年3月开始调试,调试第一阶段主要是编制调试方案,明确调试目的、内容和方法,完成设备单机和联动试车;第二阶段主要是活性污泥的培养,活性污泥来自附近的城市污水处理厂,通过间隙曝气、低负荷连续培养、满负荷连续培养、并最终通过逐渐增加工业废水的方法完成了对活性污泥的驯化;第三阶段对废水处理系统进行试运行。废水从调节池通过提升泵至一段絮凝沉淀池,通过在线控制pH在11.0~11.5对水中镍、钴等重金属进行絮凝沉淀,从一段沉淀池出来的废水在pH为11.0左右、温度在30~35℃条件下通过提升泵至吹脱塔中进行空气吹脱,吹脱出的氨气在净化塔用稀硫酸进行逆流吸收,在这两个处理单元可以完成镍、钴等有价金属分离回收,并将废水中80%氨氮除去。吹脱塔出水自流至二段絮凝沉淀池,通过在线pH控制仪调整废水pH在8.5~9.0完成对铅等其它重金属的沉淀分离,从二段沉淀池出来的低浓度氨氮废水至CASS组合生化池进行生物脱氮,为了保证生化系统始终处于良好的运行状态,必要时补加甲醇或葡萄糖作为碳源,保证硝化-反硝化系统的正常运行。废水处理系统在当年7月底经调试达到设计要求,出水水质各项指标稳定。具体联系污水宝或参见http://www.dowater.com更多相关技术文档术文档。
四、结论
废水处理工艺流程设计是否合理,直接影响到处理效果的好坏、操作管理的方便与否、工程投资的大小和运行费用的高低。采用斜管沉淀池对镍、钴等重金属进行加碱沉淀,并通过吹脱法与CASS组合生化法联合处理高浓度氨氮废水,处理后的废水水质稳定,主要污染物总钴、氨氮、COD的平均去除率分别为99.67%、98.75%和88%,远低于国家镍、钴、铜专向标准GB 25467-2010的指标要求。(何豫川)

