
°°°°…к«л»’2006.12.27
°°°°єЂњ™(єЂЄж)»’2007.08.01
°°°°IPCЈ÷јаЇ≈C25C1/12; C02F1/62; C02F1/461
°°°°’™“™
°°°°±ЊЈҐ√чєЂњ™ЅЋ ф”Џ”–…Ђ“±љр”лїЈЊ≥±£ї§Ѕм”тµƒ“ї÷÷і”Їђ«иЈѕЋЃ÷–їЎ ’Ќ≠“‘Љ∞ѕа”¶µƒЈѕЋЃі¶÷√ЈљЈ®£ђ∆дћЎ’ч‘Џ”ЏљЂЄфƒ§µзїэ”л≤њЈ÷ЋбїѓЈ®љбЇѕ∆рјі£ђЌ®єэѕтµзїэ“ЇЉ”ЋбЋбїѓ≤Ґ≥д∆шіµЌ—їЎ ’”ќјлCN-£ђ є“хЉЂµзЅч–І¬ іуіућбЄя£ђі”ґшЌђ ±љвЊцЅЋі”Ќ≠–њ«и»№“Ї÷–µзїэЌ≠їтї∆Ќ≠ ±“хЉЂµзЅч–І¬ µЌµƒќ ћвЇЌ«иµƒїЎ ’ќ ћв°£µзїэЈљ љ≤…”√Єфƒ§µзїэ£ђЉі≤…”√—фјл„”љїїїƒ§љЂ„‘”…«иЇЌљр ф-«и¬зЇѕќп”л—фЉЂЄфјл£ђ“‘±№√в«и‘Џ—фЉЂµƒ—хїѓЋр І°£µзїэ≤–“Їµƒі¶јнЈљ љњ…“‘ЈµїЎљр«иїѓљю≥цє§–т‘ў є”√£ђ“‘ µѕ÷∆ґ“Їµƒ—≠їЈјы”√;“≤њ…“‘”√∆дЋьЈљЈ®…оґ»і¶јніп±к≈≈Ј≈°£
°°°°»®јы“™«у й
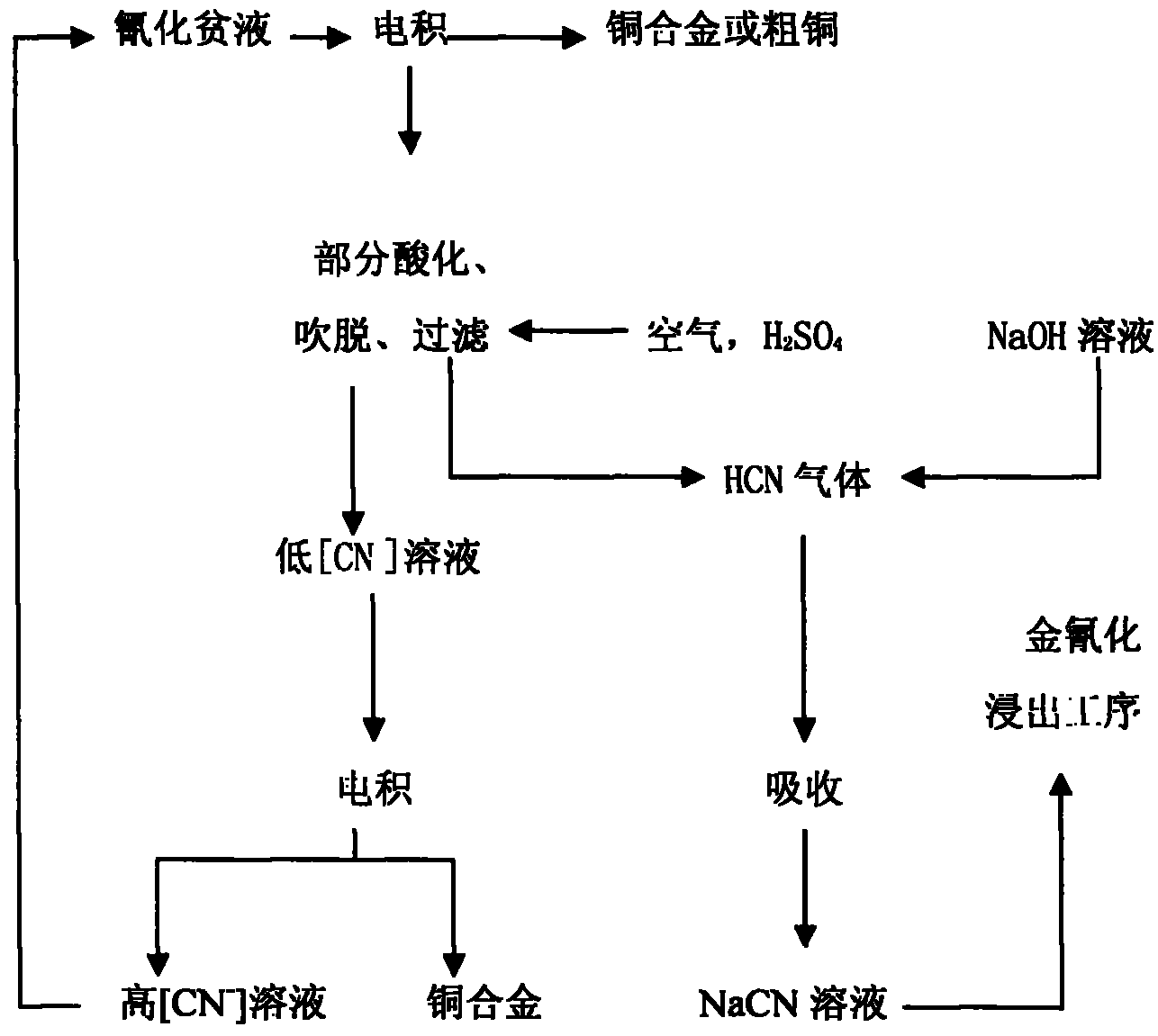
°°°°1.“ї÷÷і”Їђ«иЈѕЋЃ÷–їЎ ’Ќ≠“‘Љ∞ѕа”¶µƒЈѕЋЃі¶÷√ЈљЈ®£ђ∆дћЎ’ч‘Џ”ЏљЂЄфƒ§µз їэ”л≤њЈ÷ЋбїѓѕаљбЇѕ£ђЌ®єэѕтµзїэ“ЇЉ”ЋбЋбїѓ≤Ґ≥д∆шіµЌ—їЎ ’”ќјлCN-£ђ є“хЉЂ µзЅч–І¬ іуіућбЄя£ђі”ґш єµзїэ‘Џ±£≥÷љѕЄяµƒµзЅч–І¬ ѕ¬љш––£ђ∆дЊяће—≠їЈє§“’ ≤љ÷иќ™£Ї
°°°°(1)“‘«иїѓ∆ґ“Ї„чЅѕ“Ї;
°°°°(2)‘Џ»№“Їќ¬ґ»ќ™30°Ђ50°ж£ђpH=8°Ђ12£ђµзЅч√№ґ»8°Ђ50mA/cm2ћхЉюѕ¬µз їэ£ђ«∞2–° ±“хЉЂ…ѕµ√µљЇђЌ≠70°Ђ80%µƒї∆Ќ≠£ђ»їЇуЉћ–шµзїэњ…µ√µљЇђЌ≠90°Ђ98% µƒі÷Ќ≠;
°°°°(3)µ±µзЅч–І¬ љµµЌ÷Ѕ40%“‘ѕ¬£ђЉі ±Љд4°Ђ5–° ±Їу£ђљЂµзїэ“Ї±√»лЋбїѓ ≤џ‘Џ’жњ’ћхЉюѕ¬Љ”»лћеїэ±»ќ™1°√1ЅтЋбЋбїѓ;
°°°°(4)”√њ’∆шљЅ∞и»№“Ї≤ҐіµЌ—≤ъ…ъµƒHCN£ђ‘ЏpH°№6£ђќ¬ґ»30°Ђ40°ж£ђіµЌ— ± Љд0.5°Ђ1–° ±ћхЉюѕ¬іµЌ—”ќјл«и;
°°°°(5)≤љ÷и4іµЌ—Їуµƒ”ќјл«иЇу»№“Ї‘ўЈµїЎ≤љ÷и2µзїэ£ђ‘т∆љЊщ“хЉЂµзЅч–І ¬ њ…±£≥÷‘Џ40%“‘…ѕ£ђ»зіЋ—≠їЈ≤ў„ч;
°°°°(6)≤љ÷и3Ћбїѓіµ≥цµƒHCNЊ≠ЅљЉґ10%NaOH»№“Їќь ’£ђµ√µљNaCN»№“ЇЈµљр «иїѓљю≥цє§–т;
°°°°(7)≤љ÷и3ЋбїѓЋщ≤ъ…ъµƒ≥Ѕµнєэ¬ЋЇуЈµїЎЋбїѓ≤џ”√ѕ¬≈ъ–¬ѕ Ѕѕ“Ї»№љв£ђ“‘ јы”√∆д÷–µƒЌ≠°Ґ–њЇЌ«и°£
°°°°2.ЄщЊЁ»®јы“™«у1Ћщ ці”Їђ«иЈѕЋЃ÷–їЎ ’Ќ≠“‘Љ∞ѕа”¶µƒЈѕЋЃі¶÷√ЈљЈ®£ђ∆дћЎ ’ч‘Џ”Џ£ђЋщ цЅтЋб≈®ґ»ќ™20%°Ђ80%°£
°°°°3.ЄщЊЁ»®јы“™«у1Ћщ ці”Їђ«иЈѕЋЃ÷–їЎ ’Ќ≠“‘Љ∞ѕа”¶µƒЈѕЋЃі¶÷√ЈљЈ®£ђ∆дћЎ ’ч‘Џ”Џ£ђЋщ Њњ’∆шљЅ∞и»№“Ї≤ҐіµЌ—µƒ—єЅ¶ќ™0.2°Ђ0.5MPa°£
°°°°4.ЄщЊЁ»®јы“™«у1Ћщ ці”Їђ«иЈѕЋЃ÷–їЎ ’Ќ≠“‘Љ∞ѕа”¶µƒЈѕЋЃі¶÷√ЈљЈ®£ђ∆дћЎ ’ч‘Џ”Џ£ђЋщ ці”Їђ«иЈѕЋЃ÷–їЎ ’Ќ≠“‘Љ∞ѕа”¶µƒЈѕЋЃі¶÷√є§“’ќ™£Ї
°°°°1)Ѕѕ“Ї ««иїѓ∆ґ“Ї£ђ∆д≥…Ј÷»зѕ¬£ЇCNt 14.57g/L£ђCu 8.1g/L£ђZn 2.5g/L£ђ CN- 4.0g/L£ђSCN 6.56g/L£ђFeЇџЅњ£ђpH=11.9;
°°°°2)µзїэћхЉю£Ї‘Џ»№“Їќ¬ґ»ќ™38°ж£ђpH=9£ђµзЅч√№ґ»9.8°Ђ12mA/cm2ћхЉюѕ¬ µзїэ;
°°°°3)‘Џµ±µзЅч–І¬ љµµЌ÷Ѕ40%“‘ѕ¬£ђЉі ±Љд4°Ђ5–° ±Їу£ђљЂµзїэ“Ї±√»лЋбїѓ ≤џ‘Џ’жњ’ћхЉюѕ¬Љ”»лћеїэ±»ќ™ћеїэ±»ќ™50%ЅтЋбЋбїѓ£ђ”√0.2°Ђ0.5MPaµƒњ’∆шљЅ ∞и»№“Ї≤ҐіµЌ—≤ъ…ъµƒHCN£ђ‘ЏpH°№6£ђќ¬ґ»30°Ђ40°ж£ђіµЌ— ±Љд0.5°Ђ1–° ±ћхЉю ѕ¬іµЌ—”ќјл«и;їЎ ’”ќјлCN-ЇуЈµїЎµзїэ£ђЉіµзїэ”лЋбїѓіµЌ—љїћжљш––;
°°°°4)Ћбїѓіµ≥цµƒHCNЊ≠ЅљЉґ10%NaOH»№“Їќь ’£ђµ√µљNaCN»№“ЇЈµљр«иїѓљю≥ц є§–т°£
°°°°5.ЄщЊЁ»®јы“™«у1Ћщ ці”Їђ«иЈѕЋЃ÷–їЎ ’Ќ≠“‘Љ∞ѕа”¶µƒЈѕЋЃі¶÷√ЈљЈ®£ђ∆дћЎ ’ч‘Џ”Џ£ђЋщ ці”Їђ«иЈѕЋЃ÷–їЎ ’Ќ≠“‘Љ∞ѕа”¶µƒЈѕЋЃі¶÷√є§“’ќ™£Ї
°°°°1)Ѕѕ“Ї «Єя≈®ґ»ЇђЌ≠«и»№“Ї£ђ∆д≥…Ј÷»зѕ¬£ЇCNt 64g/L£ђCu 30.0g/L£ђZn 4.1g/L£ђ CN- 20g/L£ђFe 0.1g/L£ђpH=12;
°°°°2)µзїэћхЉю£Ї‘Џ»№“Їќ¬ґ»45°ж£ђpH=10£ђµзЅч√№ґ»20°Ђ40mA/cm2ћхЉюѕ¬њ… µзїэµ√µљї∆Ќ≠;‘Џ»№“Їќ¬ґ»Єя”Џ44°ж£ђpHќ™4.5°Ђ8£ђµзЅч√№ґ»10°Ђ25mA/cm2ѕ¬ µзїэњ…µ√µљЇђЌ≠°Ё98.0%µƒі÷Ќ≠;
°°°°3)‘Џµ±µзЅч–І¬ љµµЌ÷Ѕ50%“‘ѕ¬£ђЉі ±Љд5–° ±Їу£ђљЂµзїэ“Ї±√»лЋбїѓ≤џ‘Џ ’жњ’ћхЉюѕ¬Љ”»лћеїэ±»ќ™ћеїэ±»ќ™50%ЅтЋбЋбїѓ£ђ”√њ’∆ш(0.2°Ђ0.5MPa)љЅ∞и»№ “Ї≤ҐіµЌ—≤ъ…ъµƒHCN£ђ‘ЏpH°№6£ђќ¬ґ»30°Ђ40°ж£ђіµЌ— ±Љд0.5°Ђ1–° ±ћхЉюѕ¬іµ Ќ—”ќјл«и;їЎ ’”ќјлCN-ЇуЈµїЎµзїэ£ђЉіµзїэ”лЋбїѓіµЌ—љїћжљш––;
°°°°4)Ћбїѓіµ≥цµƒHCNЊ≠ЅљЉґ10%NaOH»№“Їќь ’£ђµ√µљNaCN»№“ЇЈµљр«иїѓљю≥ц є§–т°£
°°°°Ћµ√ч й
°°°°і”Їђ«иЈѕЋЃ÷–їЎ ’Ќ≠“‘Љ∞ѕа”¶µƒЈѕЋЃі¶÷√ЈљЈ®
°°°°ЉЉ хЅм”т
°°°°±ЊЈҐ√ч ф”Џ”–…Ђ“±љр”лїЈЊ≥±£ї§Ѕм”т£ђћЎ±р…жЉ∞“ї÷÷і”Їђ«иЈѕЋЃ÷–їЎ ’Ќ≠“‘ Љ∞ѕа”¶µƒЈѕЋЃі¶÷√ЈљЈ®°£
°°°°±≥Њ∞ЉЉ х
°°°°«иїѓљюљрЈ® «ї∆љр“±Ѕґ≥Іћб»°љр°Ґ“шЋщ∆’±й≤…”√µƒ“ї÷÷ЈљЈ®°£љюљр«иїѓЈѕЋЃ («иїѓ∆ґ“Ї)≤їљцґЊ–‘іу£ђґш«“ЋЃЅњ“≤іу£ђ“їЄц÷–µ»єжƒ£µƒ«иїѓ≥І√њћм≤ъ…ъ‘Љ 400m3∆ґ“Ї°£∆ґ“Ї“ї∞гЇђ”–„№«иCNt 0.5°Ђ14.0g/L;Ќ≠0.4°Ђ9g/L;–њ0.2°Ђ2g/L ЇЌ…ўЅњљр°Ґ“ш°£”––©љрЊЂњу∞й…ъѕаµ± эЅњµƒЌ≠њуќп£ђѕа”¶µƒ∆ґ“ЇЇђЌ≠Єяіп8°Ђ 10g/L£ђ„№«иЄяіп15°Ђ22g/L°£ƒњ«∞ґа эї∆љр“±Ѕґ≥ІљЂ«иїѓ∆ґ“Ї µ––±’¬Ј—≠їЈјы”√ “‘јы”√∆д÷–µƒ«иїѓќп£ђµЂ≥§ ±Љдµƒ—≠їЈ є‘”÷ ћЎ±р «Ќ≠µƒїэјџґ‘љрµƒљю≥ц¬ їб”– —ѕ÷Ў”∞ѕм£ђ“тіЋ–и“™»°≥ц“ї≤њЈ÷«иїѓ∆ґ“Їљш––і¶јн°£Ѕн“їЈљ√ж£ђ«иїѓ∆ґ“Ї“≤ «“ї ÷÷Ќ≠„ ‘і£ђ“тіЋі”«иїѓ∆ґ“Ї÷–їЎ ’Ќ≠µ»”–Љџ‘™ЋЎґ‘”Џ„џЇѕјы”√њу≤ъ„ ‘і”–÷Ў“™“в “е°£
°°°°ƒњ«∞і¶јнЇђ«иЈѕЋЃµƒ∆∆їµ«иїѓќпјаЈљЈ®£ђ»зInco(њ’∆ш-SO2—хїѓ)Ј®ЇЌЋЂ—х ЋЃ—хїѓЈ®£ђ≤їµЂ√ї”–їЎ ’Ќ≠ЈіґшїєЉ”»лЅЋЌ≠—ќ„чіяїѓЉЅ°£‘ЏїЎ ’«иїѓќпјаЈљЈ®÷–£ђ »зіЂЌ≥µƒЋбїѓЈ®ЇЌZnSO4≥ЅµнЈ®Ћжњ…їЎ ’іу≤њЈ÷«иїѓќп£ђµЂ∆д÷–µƒЌ≠„™±д≥…ЅЋЌ≠ ‘ь£ђ«“і¶јнЇуЈѕЋЃЇђ„№«и20°Ђ40mg/Lќііп±к;Ћбїѓ≥Ѕµн-‘ў÷–ЇЌ∆ґ“Ї—≠їЈЈ®£ђ Љі∆ґ“Ї±їЋбїѓ≥Ѕµн≥эЌ≠Їу≤їіµЌ—HCN£ђґш÷–ЇЌЇуЈµїЎљюљрє§–тЇЌјл„”љїїї ч÷ђќь Єљ-∆ґ“Ї—≠їЈЈ®ґЉ÷їњЉ¬«≥э‘”ґш√ї”–÷Ў ”Ќ≠µƒїЎ ’ґш∞—Ќ≠„™±д≥…ЅЋЌ≠‘ь°£
°°°°ќƒѕ„±®µјєэ≤…”√µзїэЈ®і¶јн«иїѓµзґ∆ЈѕЋЃ£ђµЂ“хЉЂµзЅч–І¬ “ї∞гґЉЇ№µЌ(÷ї ”–8°Ђ15%)°£Љі єЉ”»лNaCl(°∞µз¬»їѓ°±)“‘Љ”Ћў«и‘Џ—фЉЂ—хїѓ∆∆їµ£ђ∆д“хЉЂµзЅч –І¬ “≤÷ї”–18%„у”“°£
°°°°ќƒѕ„“≤±®µјєэ”√»№ЉЅ е∞ЈЁЌ»°≥эЌ≠Ј®і¶јн«иїѓ∆ґ“Ї£ђ”√≤њЈ÷Ћбїѓ-µзїэЈ®і¶ јн∆дЈіЁЌ≈®Ћх«иїѓ“Ї£ђњ…љвЊцµзЅч–І¬ µЌµƒќ ћв£ђµЂЅч≥ћљѕ≥§£ђ«“≤їњ…√в≤њЈ÷«и ‘Џ—фЉЂ…ѕ±ї—хїѓЋр І°£
°°°°±ЊЈҐ√ч≤…”√≤њЈ÷Ћбїѓ-Єфƒ§µзїэЈ®÷±љ”і¶јн«иїѓ∆ґ“Ї£ђ≤їљцњ… є“хЉЂµзЅч–І ¬ іуіућбЄя(∆љЊщ‘Џ40°Ђ70%“‘…ѕ)µƒћхЉюѕ¬µ√µљљр фЌ≠£ђґш«“њ…їЎ ’«и£ђЌђ ± њ…±№√в«и‘Џ—фЉЂ…ѕ±ї—хїѓЋр І£ђїєњ… µѕ÷∆ґ“Ї—≠їЈ є”√°£”»∆д «‘Џљр фЌ≠°Ґ–њµ» µƒЉџЄсљѕЄяµƒ«йњцѕ¬£ђ„џЇѕїЎ ’«иїѓ∆ґ“Ї÷–µƒЌ≠°Ґ–њ°Ґ«иµ»”–Љџ‘™ЋЎ”–Ј«≥£÷Ў“™ µƒ“в“е°£
°°°°ЈҐ√чƒЏ»Ё
°°°°±ЊЈҐ√чµƒƒњµƒ «ћбє©“ї÷÷і”Їђ«иЈѕЋЃ÷–їЎ ’Ќ≠“‘Љ∞ѕа”¶µƒЈѕЋЃі¶÷√ЈљЈ®£ђ∆д ћЎ’ч‘Џ”Џ£ђ≤…”√≤њЈ÷Ћбїѓ-Єфƒ§µзїэЈ®÷±љ”і¶јн«иїѓ∆ґ“Ї;∆ді¶јн≤љ÷и»зѕ¬£Ї
°°°°(1)“‘«иїѓ∆ґ“Ї„чЅѕ“Ї;
°°°°(2)‘Џ»№“Їќ¬ґ»ќ™30°Ђ50°ж£ђpH=8°Ђ12£ђµзЅч√№ґ»8°Ђ50mA/cm2ћхЉюѕ¬µз їэ£ђ«∞2–° ±£ђ“хЉЂ…ѕµ√µљЇђЌ≠70°Ђ80%µƒї∆Ќ≠£ђ»їЇуЉћ–шµзїэњ…µ√µљЇђЌ≠90°Ђ 98%µƒі÷Ќ≠°£
°°°°(3)µ±µзЅч–І¬ љµµЌ÷Ѕ40%“‘ѕ¬ ±£ђ ±Љд4°Ђ5–° ±Їу£ђљЂµзїэ“Ї±√»лЋбїѓ ≤џ‘Џ’жњ’ћхЉюѕ¬Љ”»лћеїэ±»ќ™1°√1ЅтЋбЋбїѓ;
°°°°(4)”√њ’∆шљЅ∞и»№“Ї≤ҐіµЌ—≤ъ…ъµƒHCN£ђ‘ЏpH°№6£ђќ¬ґ»30°Ђ40°ж£ђіµЌ— ± Љд0.5°Ђ1–° ±ћхЉюѕ¬іµЌ—”ќјл«и£ђ
°°°°(5)≤љ÷и4іµЌ—Їуµƒ”ќјл«иЇу»№“Ї‘ўЈµїЎ≤љ÷и2µзїэ£ђ‘т∆љЊщ“хЉЂµзЅч–І ¬ њ…±£≥÷‘Џ40%“‘…ѕ£ђ»зіЋ—≠їЈ≤ў„ч;
°°°°(6)≤љ÷и3Ћбїѓіµ≥цµƒHCNЊ≠ЅљЉґ10%NaOH»№“Їќь ’£ђµ√µљNaCN»№“ЇЈµљр «иїѓљю≥цє§–т;
°°°°(7)≤љ÷и3ЋбїѓЋщ≤ъ…ъµƒ≥Ѕµнєэ¬ЋЇуЈµїЎЋбїѓ≤џ”√ѕ¬≈ъ–¬ѕ Ѕѕ“Ї»№љв£ђ“‘ јы”√∆д÷–µƒЌ≠°Ґ–њЇЌ«и°£
°°°°Ћщ цЅтЋб≈®ґ»ќ™20%°Ђ80%(v/v)°£
°°°°Ћщ Њњ’∆шљЅ∞и»№“Ї≤ҐіµЌ—µƒ—єЅ¶ќ™0.2°Ђ0.5MPa°£
°°°°±ЊЈҐ√чµƒ”≈µг
°°°°1.≤њЈ÷Ћбїѓ-µзїэ–¬є§“’і¶јнЇђЌ≠«иїѓ∆ґ“Ї£ђњ…“‘љвЊці”«иїѓ∆ґ“Ї÷–µзїэЌ≠ ±µзЅч–І¬ µЌµƒќ ћв£ђњ…“‘ єµзїэ‘Џ±£≥÷љѕЄяµƒ“хЉЂµзЅч–І¬ µƒћхЉюѕ¬љш––;
°°°°2.±ЊЈҐ√чµƒ–¬є§“’њ…“‘і”ЇђЌ≠«иїѓ∆ґ“Ї÷–µƒїЎ ’µ√µљљр фі÷Ќ≠їтї∆Ќ≠Љ∞«и їѓƒ∆;
°°°°3.±ЊЈҐ√чµƒ–¬є§“’≤…”√Єфƒ§(—фјл„”љїїїƒ§)µзїэњ…“‘±№√в«и‘Џ—фЉЂµƒ—хїѓ Ћр І;
°°°°4.±ЊЈҐ√чµƒ–¬є§“’Ќ®єэµзїэ≥эЌ≠Їуµƒ∆ґ“Їњ…“‘ЈµїЎљюљрє§–т£ђ µѕ÷∆ґ“Їµƒ±’ ¬Ј—≠їЈЇЌќџЋЃ°∞Ѕг≈≈Ј≈°±°£





