
申请日2017.12.13
公开(公告)日2018.06.01
IPC分类号C02F3/28; C02F101/30
摘要
本发明涉及一种低温厌氧反应器处理高浓度有机废水的装置及处理工艺,适合处理的工业废水包括制药废水,印染废水或煤化工废水等高浓度有机废水,适合处理的进水COD浓度小于50000mg/L,TDS小于3000mg/L,废水温度4‑10℃。本发明针对传统的厌氧系统需要维系在稳定的中温范围内运行,而在低温环境中效率低下的现实状况,通过结合前置预处理调节池和低温厌氧反应器的工艺对高浓度有机废水进行处理,利用厌氧反应器内保温绝热性能良好的生物填料和接种的低温微生物达到降低废水加热温度,提高工作效率的目的。该工艺操作简便,处理高效,适应性强,为低温环境下的高浓度有机废水处理提供设计依据。
权利要求书
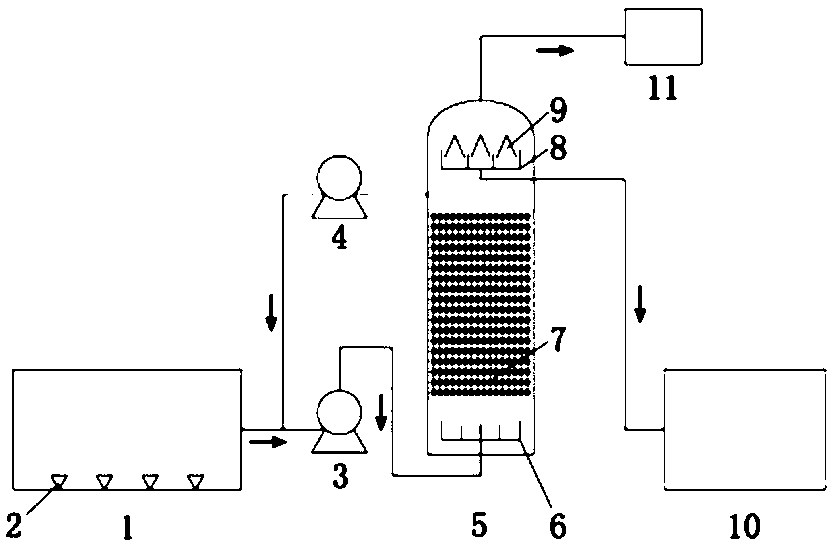
1.一种高浓度有机废水的低温厌氧处理装置,其特征在于由前置调节池、低温厌氧反应器和后续处理系统组成,其中:前置调节池底部设有曝气头,低温厌氧反应器内底部为配水区,若干布水管垂直布置于低温厌氧反应器的配水区,实现低温厌氧反应器进水均匀布水,低温厌氧反应器内中部均匀填充有生物填料,低温厌氧反应器底部的进口管路上设置有进水泵,所述进水泵通过管道连接布水管,低温厌氧反应器上部一侧回流管路上设置有回流泵,所述回流泵通过管道连接前置调节池;低温厌氧反应器内上部设有集气管,集气管上部设置有三相分离器,低温厌氧反应器顶部还连接一集气瓶;低温厌氧反应器上部另一侧通过管道连接后续处理系统。
2.根据权利要求1所述的高浓度有机废水的低温厌氧处理装置的操作方法,其特征在于具体步骤如下:
(1)将高浓度有机废水输送进入前置调节池内,加入营养剂,同时加入酸或碱,调节高浓度有机废水pH值为6~7,提高后续低温厌氧反应器内微生物活性,前置调节池底设有曝气头,利用曝气作用,可去除高浓度有机废水中部分挥发性有机物;
(2)启动进水泵,将前置调节池出水与低温厌氧反应器中回流水形成的混合液输送进低温厌氧反应器底部的配水区;
(3)混合液从低温厌氧反应器底部的配水区通过布水管进入低温厌氧反应器内,低温厌氧反应器内的生物填料使水、活性污泥和沼气充分接触混合,然后利用低温厌氧反应器上部的三相分离器进行分离,分离出的沼气经低温厌氧反应器顶部的集气管输送进集气瓶;
(4)外循环水泵将生物填料顶部和三相分离器下部的混合水通过回流泵和科长与前置调节池出水汇合后,通过进水泵重新进入低温厌氧反应器底部配水 区;
(5)步骤(3)中通过三相分离器分离后的水通过集水管收集后进入后续处理系统;
(6)步骤(3)中通过三相分离器分离后的沼气通过低温厌氧反应器顶部的出气口输送进集气瓶。
3.根据权利要求2所述的操作方法,其特征在于步骤(1)中所述高浓度有机废水的COD浓度小于50000mg/L,TDS小于3000mg/L,废水温度4-10℃。
4.根据权利要求2所述的操作方法,其特征在于步骤(1)所述的酸为硫酸,碱为氢氧化钠。
5.根据权利要求2所述的操作方法,其特征在于步骤(1)所述的营养剂为氨氮和磷酸盐,控制C、N和P的质量比为200:5:1,氨氮采用氯化铵,磷酸盐采用磷酸二氢钾。
6.根据权利要求2所述的操作方法,其特征在于步骤(3)所述的生物填料为聚丙烯类生物填料,具体为聚丙烯、水合硅酸镁、四季戊四醇酯、受阻胺光稳定剂944,棕榈酸甲酯和硬脂酸甲酯,保温绝热性能良好。
7.根据权利要求2所述的操作方法,其特征在于步骤(3)所述的生物填料表层的微生物是经驯化良好的低温微生物,能耐受的温度达4-10℃。
8.根据权利要求2所述的操作方法,其特征在于所述的低温厌氧反应器回流比控制在50~300%之间。
说明书
一种高浓度有机废水的低温厌氧处理装置及其处理工艺
技术领域
本发明属于废水处理领域,尤其涉及高浓度有机废水的低温厌氧处理装置及其操作方法。
背景技术
随着化学工业及其相关产业的高速发展,高浓度有机废水日益增多,如制药、化工、纺织、食品等行业排放的大部分废水都属于高浓度有机废水,常规的物化、生化处理难以使其达标排放,同时存在处理成本高,工艺复杂,运行维护不易等问题。
厌氧技术由于具有操作简便,成本低廉等特点,近年来发展迅速。其中UASB(上升式污泥流化床)、EGSB(外循环厌氧反应器)、IC(内循环厌氧反应器)等厌氧反应器已广泛用于处理各种高浓度有机废水。这些反应器处理废水的过程包括酸化水解、产氢产乙酸、产甲烷三个阶段。在饮料食品等领域,厌氧往往能够实现产生大量的甲烷气体,从而实现资源化的目的。在精细化工、合成类制药等领域,因系统中存在大量的对微生物具有抑制性的物质有机物包括持久性毒性物质、无机物包括硫酸盐、硝酸盐等,从而将系统抑制在酸化水解及产酸两个阶段,产甲烷量相对较少。这个过程中,提高废水可生化性、降低废水毒性、削减废水中有机物含量是厌氧处理的主要目的。
然而,这些传统的厌氧反应器主要适用于可生化性较高的有机废水,均需要维持32~37度的中温范围的运行温度,6.5~7.5的中性pH值,在实际运行过程中大量的复杂性操作必不可少。故在产甲烷为非主要预处理目的的高浓度,高毒性的有机废水处理中,提高废水的温度耐受度,降低维持废水中温的成本成为主要考虑因素。
发明内容
为解决目前高浓度有机废水的厌氧去除率低、厌氧反应器需要维持中温的问题,本发明提出一种高浓度有机废水的低温厌氧处理装置及其操作方法。
本发明提出的一种高浓度有机废水的低温厌氧处理装置,由前置调节池、低温厌氧反应器和后续处理系统组成,其中:前置调节池底部设有曝气头,低温厌氧反应器内底部为配水区,若干布水管垂直布置于低温厌氧反应器的配水区,实现低温厌氧反应器进水均匀布水,低温厌氧反应器内中部均匀填充有生物填料,低温厌氧反应器底部的进口管路上设置有进水泵,所述进水泵通过管道连接布水管,低温厌氧反应器上部一侧回流管路上设置有回流泵,所述回流泵通过管道连接前置调节池;低温厌氧反应器内上部设有集气管,集气管上部设置有三相分离器,低温厌氧反应器顶部还连接一集气瓶;低温厌氧反应器上部另一侧通过管道连接后续处理系统。
本发明提出的高浓度有机废水的低温厌氧处理装置的操作方法,具体步骤如下:
(1)将高浓度有机废水输送进入前置调节池内,加入营养剂,同时加入酸或碱,调节高浓度有机废水pH值为6~7,提高后续低温厌氧反应器内微生物活性,前置调节池底设有曝气头,利用曝气作用,可去除高浓度有机废水中部分挥发性有机物;
(2)启动进水泵,将前置调节池出水与低温厌氧反应器中回流水形成的混合液输送进低温厌氧反应器底部的配水区;
(3)混合液从低温厌氧反应器底部的配水区通过布水管进入低温厌氧反应器内,低温厌氧反应器内的生物填料使水、活性污泥和沼气充分接触混合,然后利用低温厌氧反应器上部的三相分离器进行分离,分离出的沼气经低温厌氧反应器顶部的集气管输送进集气瓶;
(4)外循环水泵将生物填料顶部和三相分离器下部的混合水通过回流泵和科长与前置调节池出水汇合后,通过进水泵重新进入低温厌氧反应器底部配水区;
(5)步骤(3)中通过三相分离器分离后的水通过集水管收集后进入后续处理系统;
(6)步骤(3)中通过三相分离器分离后的沼气通过低温厌氧反应器顶部的出气口输送进集气瓶。
本发明中,步骤(1)中所述高浓度有机废水的COD浓度小于50000mg/L,TDS小于3000mg/L,废水温度4-10℃。
本发明中,步骤(1)所述的酸为硫酸,碱为氢氧化钠。
本发明中,步骤(1)所述的营养剂为氨氮和磷酸盐,控制C、N和P的质量比为200:5:1,氨氮采用氯化铵,磷酸盐采用磷酸二氢钾。
本发明中,步骤(3)所述的生物填料为聚丙烯类生物填料,具体为聚丙烯、水合硅酸镁、四季戊四醇酯、受阻胺光稳定剂944,棕榈酸甲酯和硬脂酸甲酯,保温绝热性能良好。
本发明中,步骤(3)所述的生物填料表层的微生物是经驯化良好的低温微生物,能耐受的温度达4-10℃。
本发明中,所述的低温厌氧反应器回流比控制在50~300%之间。
又进一步:所述的采用一种高浓度有机废水的低温厌氧处理装置的结构包括:
前置调节池,所述的前置调节池的侧壁上连接有废水进液管,所述的前置调节池的侧壁上设有进样口,所述的前置调节池的底部设有曝气头,所述的前置调节池的下端的侧壁上设有出水口,所述的前置调节池的顶部设有出气口。
低温厌氧反应器,所述的低温厌氧反应器的底部设有布水管,所述的布水管通过进水管与前置调节池的出水管相通,所述的进水管上安装有进水泵,所述的低温厌氧反应器从下往上依次是布水区,反应区,三相分离器,所述的反应区内设置有填料层,所述的填料层内填充有聚丙烯类生物填料,所述的低温厌氧反应器上端的侧壁上连接有出水管,所述的出水管与后续处理系统的进水管相通,所述的低温厌氧反应器的顶部设有出气口,
回流管,所述的回流管的一端与前置调节池的出水管相连,所述的回流管的另一端连接在低温厌氧反应器填料区上端,三相分离器下端的侧壁上,所述的回流管上安装有回流泵,
集气瓶,所述的集气瓶通过管道与低温厌氧反应器顶部的出气口相连通,
后续处理系统,所述的后续处理系统通过进水管与低温厌氧反应器的出水管相连通。
采用上述设计本发明具有的有益效果如下所示:
(1)整个系统外循环设计系统稳定,耐冲击负荷。
(2)采用的填料为聚丙烯类生物填料,挂膜快,生物膜生长更新良好,效率高,保温绝热性能良好,在5℃以下的低温环境下仍能形成稳定的生物膜。
(3)反应器中投加的微生物为低温微生物,在5℃下的低温环境中仍能维持其生物活性。
(4)整套装置结构简单,维护量少。
(5)低温厌氧反应器独特的设计和运行控制,有机负荷高,对于高浓度有机废水具有较强的适应能力和处理效果。





