
申请日2018.03.07
公开(公告)日2018.11.30
IPC分类号C02F1/24
摘要
本实用新型公开了一种污水处理设备气浮溶气装置,包括溶气罐,所述溶气罐包括中间位置设置的溶气筒,溶气筒的左右两端对称设置有球面密封罩,所述球面密封罩与溶气筒之间均通过气密焊接带连接,所述溶气筒采用无缝螺旋钢管,本实用新型采用国标成品螺旋钢管和国标封头加工,不受传统卷板圆度影响,封头与螺旋钢管焊接吻合度更高,焊接更牢固、饱和,抗压能力更强,减少卷筒焊接,减少故障点,减少加工周期,减少加工成本,用无缝管加工,减少卷筒和焊接的时间,降低了设备的加工成本。
权利要求书
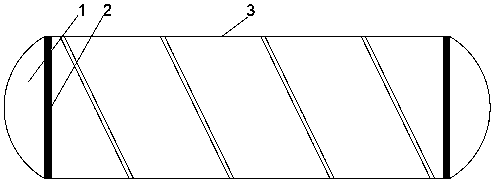
1.一种污水处理设备气浮溶气装置,包括溶气罐,其特征在于,所述溶气罐包括中间位置设置的溶气筒(3),溶气筒(3)的左右两端对称设置有球面密封罩(1)。
2.根据权利要求1所述的一种污水处理设备气浮溶气装置,其特征在于,所述球面密封罩(1)与溶气筒(3)之间均通过气密焊接带(2)连接。
3.根据权利要求1所述的一种污水处理设备气浮溶气装置,其特征在于,所述溶气筒(3)采用无缝螺旋钢管。
说明书
一种污水处理设备气浮溶气装置
技术领域
本实用新型涉及一种污水处理设备,具体是一种污水处理设备气浮溶气装置。
背景技术
溶气罐为溶气气浮机的核心部件之一,是产生溶气水的场所,里面承压0.3―0.5MPa,我公司改进后该溶气罐内承压可达1.0MPa,如果焊接不好,极易导致设备故障,无法形成溶气水,直接影响设备正常运行,传统溶气罐的加工方式为卷板机卷筒后,人工焊接,受加工条件限制,卷筒常常卷不圆,导致和两边封头焊接无法完全吻合,影响使用效果,再者,卷筒后需焊接增加一段焊缝,由于设备受压,如果焊接部焊接不达标,后期极易造成焊接处渗漏,导致设备故障等问题。
为了解决上述问题,提出本实用新型,本实用新型采用国标成品螺旋钢管和国标封头加工,不受传统卷板圆度影响,封头与螺旋钢管焊接吻合度更高,焊接更牢固、饱和,抗压能力更强,减少卷筒焊接,减少故障点,减少加工周期,减少加工成本,用无缝管加工,减少卷筒和焊接的时间,降低了设备的加工成本。
实用新型内容
本实用新型的目的在于提供一种污水处理设备气浮溶气装置,以解决上述背景技术中提出的问题。
为实现上述目的,本实用新型提供如下技术方案:
一种污水处理设备气浮溶气装置,包括溶气罐,所述溶气罐包括中间位置设置的溶气筒,溶气筒的左右两端对称设置有球面密封罩。
作为本实用新型进一步的方案:所述球面密封罩与溶气筒之间均通过气密焊接带连接。
作为本实用新型再进一步的方案:所述溶气筒采用无缝螺旋钢管。
与现有技术相比,本实用新型的有益效果是:本实用新型采用国标成品螺旋钢管和国标封头加工,不受传统卷板圆度影响,封头与螺旋钢管焊接吻合度更高,焊接更牢固、饱和,抗压能力更强,减少卷筒焊接,减少故障点,减少加工周期,减少加工成本,用无缝管加工,减少卷筒和焊接的时间,降低了设备的加工成本。





