申请日2016.04.29
公开(公告)日2016.06.29
IPC分类号C02F9/14
摘要
本发明涉及一种煤化工废水处理设备自动控制系统,包括:控制中心,以及由其控制的分别设置在油水分离气浮处理装置,萃取装置,生物反应器,纳米微气臭氧处理装置,反渗透装置,以及后续处理装置上的传感器和控制阀;废水进水管与油水分离气浮处理装置相连,废水进水管上设有受控制中心控制开闭的控制阀。本发明的煤化工废水处理设备自动控制系统,处理过程可以实现自动控制,适合于工业化实施。
权利要求书
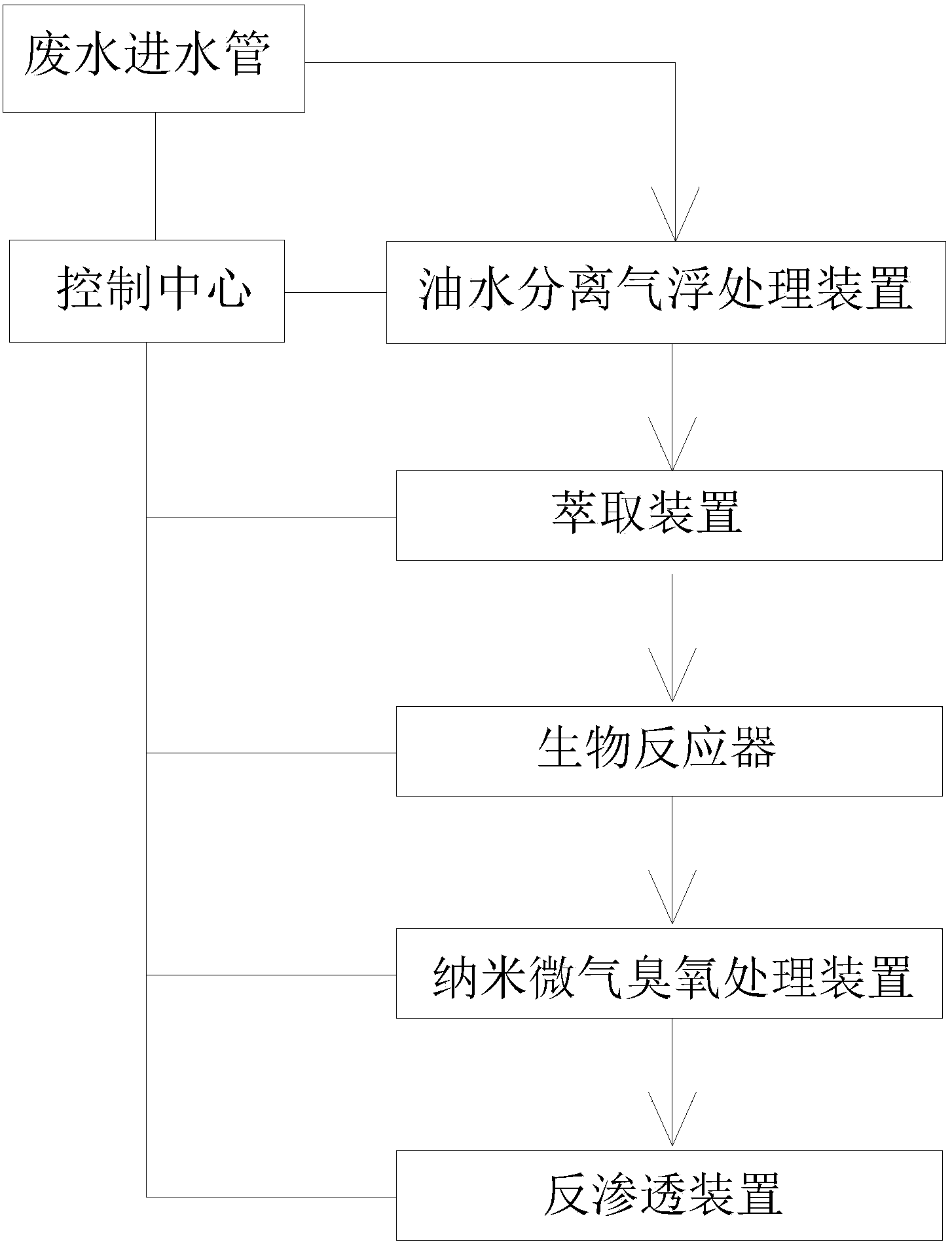
1.一种煤化工废水处理设备自动控制系统,其特征在于,包括:控制中心,以及由其控制的分别设置在油水分离气浮处理装置,萃取装置,生物反应器,纳米微气臭氧处理装置,反渗透装置,以及后续处理装置上的传感器和控制阀;废水进水管与油水分离气浮处理装置相连,废水进水管上设有受控制中心控制开闭的控制阀;
所述控制中心可控制废水进水管向油水分离气浮处理装置注入煤化工废水;油水分离气浮处理装置满载后,可控制废水进水管关闭;
所述控制中心可控制所述油水分离气浮处理装置进行油水分离处理,处理完成后,控制其将废水注入萃取装置;然后控制废水进水管开启,向油水分离气浮处理装置注入煤化工废水;
所述控制中心控制可控制所述萃取装置对废水进行萃取处理,处理完成后,控制其将废水注入生物反应器;
所述控制中心控制可控制所述生物反应器对废水进行生物反应处理,处理完成后,控制其将废水注入纳米微气臭氧处理装置;
所述控制中心控制可控制所述纳米微气臭氧处理装置对废水进行臭氧氧化处理,处理完成后,控制其将废水注入反渗透装置;
所述控制中心控制可控制所述反渗透装置对废水进行反渗透处理,处理完成后,控制其将得到的净水注入存水装置,将浓盐和浓氨氮的废水注入到后续处理装置;
所述控制中心控制可控制所述后续处理装置对浓盐和浓氨氮的废水进行处理,得到盐类物质和浓氨水。
2.根据权利要求1所述的煤化工废水处理设备自动控制系统,其特征在于,所述传感器为液位传感器。
说明书
煤化工废水处理设备自动控制系统
技术领域
本发明涉及废水处理技术领域,特别涉及一种煤化工废水处理设备自动控制系统。
背景技术
传统的煤化工是以低技术含量和低附加值产品为主导的高能耗、高排放、高污染、低效益、即“三高一低”行业,这种对资源过度消耗、严重污染环境、粗放的不可持续的发展方式己难以为继。为此,必需适时加速转变煤化工的发展方式,着力推进现代煤化工的发展。
煤化工企业排放废水以高浓度煤气洗涤废水为主,含有大量酚、氰、油、氨氮等有毒、有害物质。综合废水中CODcr一般在50000mg/L左右、氨氮在4000mg/L,废水所含有机污染物包括酚类、多环芳香族化合物及含氮、氧、硫的杂环化合物等,是一种典型的含有难降解的有机化合物的工业废水。废水中的易降解有机物主要是酚类化合物和苯类化合物;砒咯、萘、呋喃、眯唑类属于可降解类有机物;难降解的有机物主要有砒啶、咔唑、联苯、三联苯等。
目前国内煤化工废水处理方法主要采用生化法,生化法对废水中的苯酚类及苯类物质有较好的去除作用,但对喹啉类、吲哚类、吡啶类、咔唑类等一些难降解有机物处理效果较差,使得煤化工行业外排水CODcr难以达到一级标准。
另外,目前煤化工废水的处理人力和物力成本很高。由于设备庞大,需要有多名工人协同工作,生产效率低下。
发明内容
本发明要解决现有技术中的技术问题,提供一种煤化工废水处理设备自动控制系统。
为了解决上述技术问题,本发明的技术方案具体如下:
一种煤化工废水处理设备自动控制系统,包括:控制中心,以及由其控制的分别设置在油水分离气浮处理装置,萃取装置,生物反应器,纳米微气臭氧处理装置,反渗透装置,以及后续处理装置上的传感器和控制阀;废水进水管与油水分离气浮处理装置相连,废水进水管上设有受控制中心控制开闭的控制阀;
所述控制中心可控制废水进水管向油水分离气浮处理装置注入煤化工废水;油水分离气浮处理装置满载后,可控制废水进水管关闭;
所述控制中心可控制所述油水分离气浮处理装置进行油水分离处理,处理完成后,控制其将废水注入萃取装置;然后控制废水进水管开启,向油水分离气浮处理装置注入煤化工废水;
所述控制中心控制可控制所述萃取装置对废水进行萃取处理,处理完成后,控制其将废水注入生物反应器;
所述控制中心控制可控制所述生物反应器对废水进行生物反应处理,处理完成后,控制其将废水注入纳米微气臭氧处理装置;
所述控制中心控制可控制所述纳米微气臭氧处理装置对废水进行臭氧氧化处理,处理完成后,控制其将废水注入反渗透装置;
所述控制中心控制可控制所述反渗透装置对废水进行反渗透处理,处理完成后,控制其将得到的净水注入存水装置,将浓盐和浓氨氮的废水注入到后续处理装置;
所述控制中心控制可控制所述后续处理装置对浓盐和浓氨氮的废水进行处理,得到盐类物质和浓氨水。
在上述技术方案中,所述传感器为液位传感器。
本发明具有以下的有益效果:
本发明的煤化工废水处理设备自动控制系统,处理过程可以实现自动控制,适合于工业化实施。

