
申请日2015.07.04
公开(公告)日2015.11.11
IPC分类号C02F9/14; C02F1/78; C02F1/52
摘要
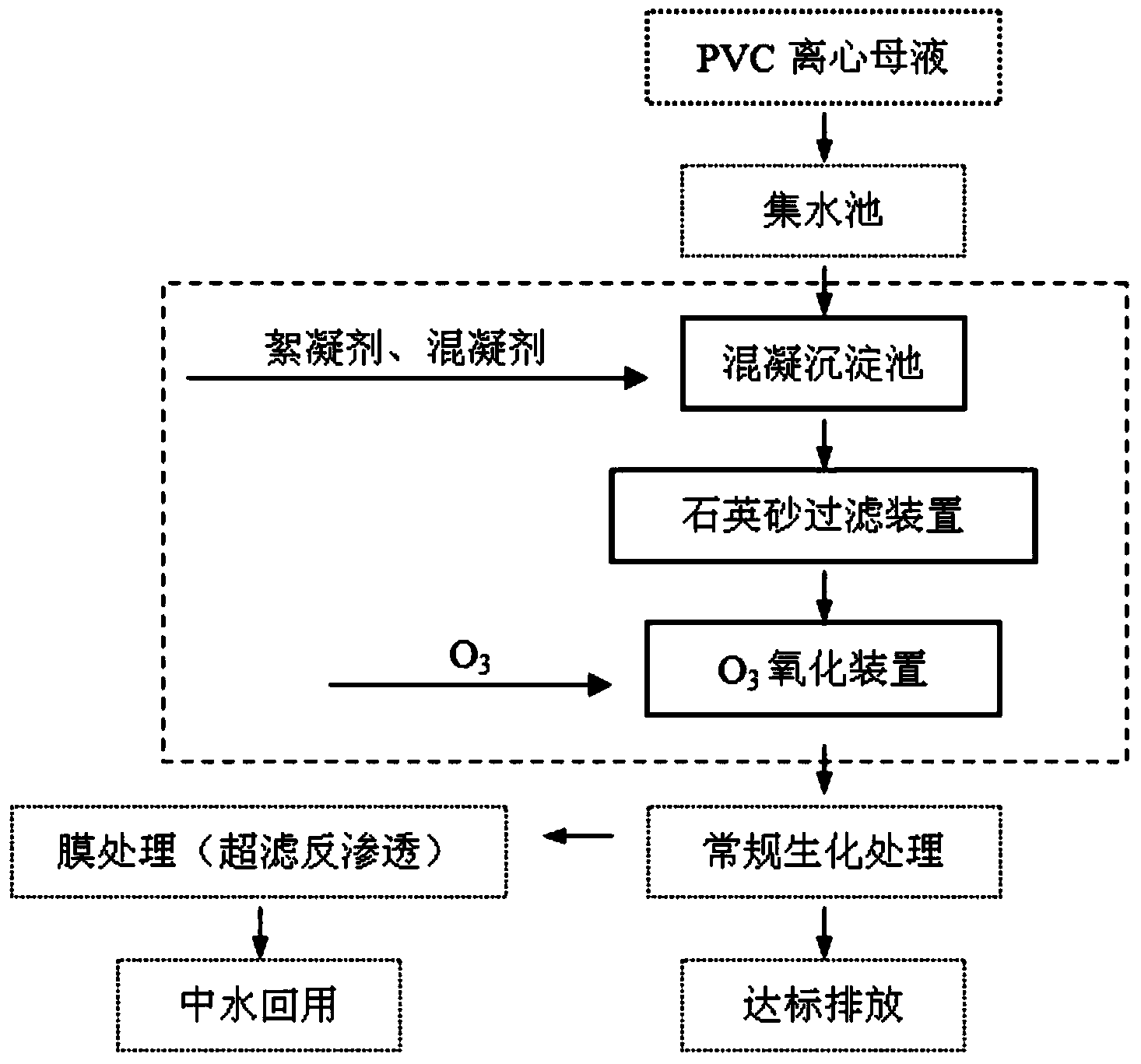
本发明提供了一种聚氯乙烯离心母液废水的预处理方法,即采用絮凝沉淀-石英砂过滤-臭氧氧化的组合方式处理PVC离心母液废水中的PVA,属于废水处理技术领域。首先在母液废水中加入混凝剂与助凝剂进行絮凝沉淀,再通过石英砂过滤柱过滤,最后对滤液进行臭氧曝气处理,处理后的废水可直接进入常规生物处理系统。本发明方法效果显著、成本低廉、操作简单,各处理单元的组合联用能弥补其他处理单元的不足,可广泛应用于PVC离心母液废水的预处理。
权利要求书
1.一种聚氯乙烯离心母液废水的预处理方法,具体步骤如下:
1)向聚氯乙烯母液废水中加入絮凝剂与助凝剂,投加量分别为1L的聚氯乙 烯母液废水投加60~100mg的絮凝剂、4~10mg的助凝剂,磁力搅拌至絮凝剂与 助凝剂溶解,搅拌转速为500~600r/min,搅拌时间为0.5~3min,然后再在 200~300r/min下搅拌10~20min,静置2~5h;絮凝剂是十八水硫酸铝 Al2(SO4)3・18H2O或氯化铁FeCl3,助凝剂是聚丙烯酰胺;
2)将石英砂用自来水清洗干净,晾干装入石英砂过滤柱;取步骤1)中静 置完全的上清液转移至石英砂过滤柱内过滤;
3)将步骤2)过滤后的滤液转移至臭氧氧化反应器内,打开氧气瓶,通过 反应容器底部的曝气砂头进行曝气,将通气速率调至50~100L/h,通气时间为 5~10min,每升聚氯乙烯母液废水的臭氧投加量为400~500mg,通气完成后停 留10~20min后结束反应。
2.如权利要求1所述的一种聚氯乙烯离心母液废水的预处理方法,其特征在于: 絮凝剂与助凝剂的投加方式为干粉投加。
3.如权利要求1所述的一种聚氯乙烯离心母液废水的预处理方法,其特征在于: 过滤柱的直径不大于5cm,石英砂的高度不低于20cm。
4.如权利要求1所述的一种聚氯乙烯离心母液废水的预处理方法,其特征在于: 通气时,臭氧氧化反应装置采用直径为50~100mm、高500~1000mm的玻璃管, 玻璃管上端四分之一处至五分之一处设有尾气出气口,臭氧氧化反应装置内的液 面高度不低于玻璃管高度的二分之一。
5.如权利要求1所述的一种聚氯乙烯离心母液废水的预处理方法,其特征在于: 所述的石英砂的粒径为0.5mm~2.0mm。
说明书
一种聚氯乙烯离心母液废水的预处理方法
技术领域
本发明属于废水处理技术领域,具体涉及一种聚氯乙烯(PVC)生产过程产 生的离心母液废水中PVA的去除并降低废水化学需氧量(COD)及浊度等指标 的廉价预处理方法。
技术背景
PVC离心母液废水主要来源于氯碱工业中PVC聚合工段,是利用氯乙烯生 产PVC过程中产生的主要废水之一。其中的主要污染物PVA(聚乙烯醇)具有 水活性,会形成大量泡沫,影响水体复氧,抑制水生生物的呼吸活动。
现阶段,大多数的PVC生产企业都建有二级生物处理设备与膜处理设备来 处理PVC离心母液,旨在将处理后的母液废水进行回用以降低生产成本。由于 PVC离心母液的可生化降解性低,并且含有会造成膜堵塞的大分子物质,直接 生化处理效果较差,膜处理极易堵塞膜孔,所以有必要在生化处理与膜处理之前 对废水进行预处理,提高废水的可生化性并分解或去除PVA,以保证后续处理 的顺利进行。
根据国内外相关资料与工程实例可得知,目前处理PVC离心母液的方法很 多,主要有Fenton法、混凝沉淀法、臭氧氧化法等处理方式,但都存在着一定 的问题,例如能源消耗大,成本较高。Fenton法处理PVC离心母液效果较好, 但需要投加大量的药剂,废水处理的成本较高,处理后的废水有一定色度,产生 的污泥会带来二次污染;混凝沉淀法可将母液废水中的大分子物质很好的絮凝分 离,但对水中的溶解性有机物作用不大;臭氧氧化法可较好地降解低浓度PVC 母液废水,但处理效果不彻底,污染物不能完全去除且反应时间较长,臭氧的利 用效率低。
发明内容
为了克服现有处理PVC离心母液方法中的缺陷,解决大分子物质堵膜的问 题,提高处理效果并降低处理成本,本发明提供了一种混凝沉淀~石英砂过滤~ 臭氧氧化联用技术处理PVC离心母液的方法,该方法工艺简单、能耗低、效果 显著、成本低廉且无二次污染。
一种聚氯乙烯离心母液废水的预处理方法,具体步骤如下:
1)向PVC母液废水中加入絮凝剂与助凝剂,投加量分别为1L的PVC母 液废水投加60~100mg的絮凝剂、4~10mg的助凝剂,磁力搅拌至絮凝剂与助 凝剂溶解,搅拌转速为500~600r/min,搅拌时间为0.5~3min,然后再在 200~300r/min下搅拌10~20min,静置2~5h至出现明显分层现象;
2)将石英砂用自来水清洗干净,晾干装入石英砂过滤柱,石英砂过滤柱的 直径不大于5cm,石英砂的高度不低于20cm;取步骤1)中静置完全的上清液 转移至石英砂过滤柱内过滤;
3)将步骤2)过滤后的滤液转移至臭氧氧化反应装置内,打开氧气瓶,通 过反应装置底部的曝气砂头进行曝气,将通气速率调至50~100L/h,通气时间为 5~10min,保证每升PVC母液废水的臭氧投加量为400~500mg,通气完成后停 留10~20min后结束反应。
其中,所述的絮凝剂为十八水硫酸铝(Al2(SO4)3・18H2O)或氯化铁FeCl3;所 述的助凝剂为聚丙烯酰胺(PAM);投加方式为干粉投加。
其中,所述的石英砂的粒径为0.5~2.0mm。
进一步地,通气时,臭氧氧化反应装置采用直径为50~100mm、高 500~1000mm的玻璃管,玻璃管上端四分之一至五分之一处设有尾气出气口, 臭氧氧化反应装置内的液面高度不低于玻璃管高度的二分之一,以保证气液相反 应时的充分接触。
经过混凝单元分离出的PVA絮体可用作其他产品的生产,石英砂过滤单元 的石英砂经过反复冲洗后可再次用于过滤。
本发明的反应机理如下:当絮凝剂投加到母液废水中时会发生水解,与废水 中的大分子物质PVA互相接触反应,使其脱稳而聚结成为一定粒径的聚集体。这 些聚集体会在助凝剂的作用下,并且由于自身的碰撞、化学粘结、共沉淀等作用 进一步聚集而形成絮状体(矾花),借助重力下沉从而与介质分离。此过程投药 量少、沉降速度较快、大分子物质基本从介质中分离开来,减轻了后续O3氧化 的负荷,对浊度的去除效率高,但化学需氧量COD的降低效果不明显。经絮凝 后的废水进入下一级石英砂过滤装置时,部分原有及残余的小分子物质会被石英 砂截留,这一过程可使废水中COD的含量大幅度降低,恰好弥补了上一阶段絮 凝处理的不足。最后经过臭氧深度处理,O3分解生成的羟基自由基(OH・)氧化 性强,无选择性,可将废水中残余的有机物充分降解,最终达到水质净化的目的。 处理后的废水基本不含大分子物质,不会堵塞膜处理时的膜孔,COD值降低显 著,且处理后浊度为0,BOD5(生化需氧量)与COD的比值――可生化性有了 一定幅度的提高,经生化处理及膜处理后可作为中水进行循环回用。相对于配制 出的PVA溶液而言,氯碱工业所排放的PVC离心母液还含有VCM、双酚A等助剂, 成分较为复杂,本方法对于工厂所采集的PVC离心母液处理效果要明显优于对 PVA纯溶液的处理效果,更加适用于工厂实际排放的污水处理。
本发明是一种传统的絮凝沉淀过滤与新型的臭氧氧化相结合的技术,其方法 简单,反应条件温和,大分子物质基本完全被去除,不会造成后续膜处理时的膜 孔堵塞现象,所使用的絮凝剂与助凝剂成本低廉易得、容易操作,很好地解决了 传统絮凝沉淀法中COD去除效率低、石英砂过滤中PVA去除效率低、单纯的 臭氧氧化技术中臭氧的利用率低及通气时间长等问题,处理效果也很显著,PVA 的去除率有一定幅度的提高,处理后的COD值与浊度较低,可生化性也有了一 定幅度的提高,有利于后续处理的进行。经絮凝沉淀出的PVA絮体可用作其他 产品的生产,臭氧氧化反应也为一次性投入。
经计算,每吨废水若消耗100gAl2(SO4)3・18H2O、4gPAM,按市场价格推 算,药量投加成本大约为0.2~0.5元/吨,臭氧氧化设备虽然成本较高,但为一 次性投入,平摊到每吨废水上仍花费不高,加上臭氧氧化系统的运行费用、尾气 吸收系统运行费用及工程折旧费用,每吨费用可控制在5元之内,空气~芬顿法 处理相同废水达到相同处理效果时,每吨废水的药量投加成本大约为15~20元, 相比较而言,本发明的成本相对较为低廉。





