
申请日2012.06.25
公开(公告)日2012.09.26
IPC分类号C02F3/2
摘要
本发明公开了一种改进的厌氧折流板污水生物处理设备,分为内外两圈,内圈为酸化反应器,外圈为甲烷反应器,内圈酸化反应器顶部敞口并低于外圈甲烷反应器的顶部;酸化反应器和甲烷反应器的内部均由隔板分隔,每个格室都均设有一个折流板,折流板底部向下弯折并与水平方向呈45度,每个格室均被折流板分为上向流分区和下向流分区;酸化反应器和甲烷反应器中的上向流分区和下向流分区均交替排列;所述的上向流分区开始设置斜管区,斜管区中的斜管角度与水平面呈70度倾角。本发明的一种改进的厌氧折流板污水生物处理设备成功的实现了产酸相与产甲烷相分离,提高了设备内的污泥浓度,进一步提高了污水处理效果。
权利要求书
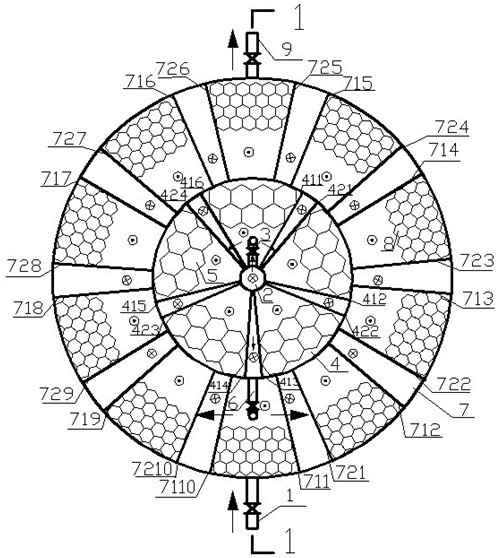
1.一种改进的厌氧折流板污水生物处理设备,其特征在于所述的改进的厌氧折流板污水生物处理设备为圆柱体形式,设备分为内外两圈,内圈为酸化反应器,外圈为甲烷反应器,内圈酸化反应器的顶部敞口,并低于外圈甲烷反应器的顶部;
所述的外圈甲烷反应器,在其外壁上,距反应器顶部约1/20倍反应器高度处设有进水管,距反应器顶部约1/4倍反应器高度处设有出水管,顶部设有排气管;
所述的内圈酸化反应器中间设有一中间套筒,中间套筒的顶部通过管道与外圈甲烷反应器上设有的进水管相连,在中间套筒的最底部通过管道和闸阀I与酸化反应器的底部连通,酸化反应器的底部又通过管道和闸阀II与甲烷反应器连通;
所述的酸化反应器和甲烷反应器的内部均由隔板分隔,每个格室都均设有一个折流板,折流板底部向下弯折并与水平方向呈45度,每个格室均被折流板分为上向流分区和下向流分区;
酸化反应器和甲烷反应器中的上向流分区和下向流分区均交替排列;上向流分区在距酸化反应器和甲烷反应器底部1/3的高度处均向上开始设置斜管区,斜管区中的斜管角度与水平面呈70度倾角,斜管区斜管分布面积占上向流分区面积的60%,其中内圈酸化反应器的斜管密度约为82根/m2,外圈甲烷反应器斜管密度约为211根/m2;
所述的斜管为蜂窝状六边形塑料管。
2.如权利要求1所述的一种改进的厌氧折流板污水生物处理设备,其特征在于
所述的酸化反应器被隔板分为5个格室,甲烷反应器被隔板分为10个格室。
3.如权利要求2所述的一种改进的厌氧折流板污水生物处理设备,其特征在于所述的酸化反应器与甲烷反应器容积之比为1:3。
4.如权利要求3所述的一种改进的厌氧折流板污水生物处理设备,其特征在于
所述的内圈酸化反应器斜管区的斜管内切圆直径为100mm,外圈甲烷反应器斜管区的斜管内切圆直径60mm。
5.利用如权利要求1、2、3或4所述的一种改进的厌氧折流板污水生物处理设备进行污水处理,其特征在于步骤如下:
污水通过进水管从改进的厌氧折流板污水生物处理设备上部进入中间套筒,在中间套筒底部通过管道进入酸化反应器的第一个上向流分区,水位上升到一定高度便从第一个上向流分区向两侧同时溢流,依次通过酸化反应器的下向流分区和上向流分区,最后汇集于酸化反应器末端的下向流分区,从该分区的底部通过管道进入甲烷反应器的第一个上向流分区,同酸化反应器一样,当水位上升到一定高度后向两侧同时溢流,依次通过下向流分区和上向流分区,最后汇集于甲烷反应器末端的上向流分区,处理后的清水通过出水管流出改进的厌氧折流板污水生物处理设备,污水处理过程中产生的气体通过甲烷反应器顶部的排气管排出改进的厌氧折流板污水生物处理设备。
6.如权利要求5所述的利用一种改进的厌氧折流板污水生物处理设备进行污水处理,其特征在于污水在酸化反应器内的停留时间控制在4―16h,在甲烷反应器内的停留时间控制在12-48h。
说明书
一种改进的厌氧折流板污水生物处理设备
技术领域
本发明属于环保与节能技术领域,涉及一种废水生物处理设备,具体涉及一种改进的厌氧折流板污水生物处理设备。
背景技术
改革开放以来,我国的经济取得了高速发展,但经济的发展产生了大量工业废水和生活污水。据统计,2010年,全国废水排放总量已达617.3亿吨,比上年增加4.7%。其中,工业废水排放量237.5亿吨,生活污水量379.8亿吨。废水排放总量目前仍逐年增加,污水处理任务任重道远。
厌氧处理技术是高效的污水处理技术之一,发展至今已有100多年的历史。最初,厌氧处理技术主要用于污泥的消化处理;70年代以来,废水厌氧处理技术因其具有投资省、运行费用低及能产生可资回收利用的能量(沼气)等优点,而得到较快的发为代表的发展,并出现了一批以升流式厌氧污泥床反应器(UASB)能滞留大量微生物固体的第二代厌氧反应器处理技术,但第二代厌氧反应器技术要求高,污泥颗粒化对工艺要求比较严格,因而对此工艺还有待进一步的深人研究;20世纪80年代以来,人们在充分认识到第二代厌氧反应器,尤其是UASB反应器处理工艺所独具的优点及所存在的不足的基础上,研制开发了一些新型高效厌氧反应器,人们称这些反应器为第三代厌氧反应器,厌氧折流板反应器(ABR)即是其中的一种。
与其它的厌氧生物处理法相比,ABR工艺最明显的优点是不需要特殊考虑气固液三相分离器,由于反应器内水流多次上下折流作用,提高了污泥微生物体与被处理废水间的混合接触,隔室中形成了性能稳定、种群配合良好的微生物链,以适应流经不同隔室的水流水质情况,有机物被不同隔室中的不同类型的微生物降解,稳定了处理效果,促进了颗粒污泥的形成和生长,反应器可长期运行而不需要排泥。经过合理的设计,ABR工艺还可在一个反应器内实现一体化的两相或多相处理过程,这也是其它厌氧工艺所无法比拟的,但是,一体化反应器内污泥浓度低,两相分离困难,处理效果不稳定等问题一直阻碍着该技术的发展,而这正是本发明要解决的问题。
本发明的一种高效的生物污水处理设备继承了传统厌氧折流板优点,并对其进行了技术改进,实现了产酸相与产甲烷相的分离,提高了反应器内污泥浓度,进一步提高了污水处理效果。
发明内容
本发明的目的是为了解决上述的技术问题而提供一种改进的厌氧折流板生物污水处理设备,它可改善污水处理效果,提高高浓度废水的处理效率,降低处理成本。
本发明的技术方案
一种改进的厌氧折流板污水生物处理设备,为圆柱体形式,设备分为内外两圈,内圈为酸化反应器,外圈为甲烷反应器,内圈酸化反应器的顶部敞口,并低于外圈甲烷反应器的顶部,酸化反应器与甲烷反应器容积之比为1:3;
酸化反应器内废水水力停留时间为4-16h,甲烷反应器内废水水力停留时间为12-48h。
所述的外圈甲烷反应器,在其外壁上,距反应器顶部约1/20倍反应器高度处设有进水管,距反应器顶部约1/4倍反应器高度处设有出水管,顶部设有的排气管;
所述的内圈酸化反应器中间设有一中间套筒,中间套筒的顶部通过管道与外圈甲烷反应器上设有的进水管相连,在中间套筒的最底部通过管道和闸阀I与酸化反应器的底部连通,酸化反应器的底部又通过管道和闸阀II与甲烷反应器连通;
所述的酸化反应器和甲烷反应器的内部均由隔板分隔,本发明的一优选实施例中,酸化反应器被隔板分为5个格室,甲烷反应器被隔板分为10个格室,每个格室都均设有一个折流板,折流板底部向下弯折并与水平方向呈45度,以减小下向水流对池底污泥的冲击。每个格室均被折流板分为上向流分区和下向流分区;
上向流分区即水流由下方往上方流,下向流分区即水流由上方往下方流;
酸化反应器和甲烷反应器的上向流分区和下向流分区均交替排列;所述的上向流分区在距酸化反应器及甲烷反应器的底部1/3的高度处均分别向上开始设置斜管区,斜管区的斜管的角度与水平面呈70度倾角,斜管区面积约占酸化反应器及甲烷反应器中上向流分区面积的60%,其中内圈酸化反应器的斜管密度约为82根/m2,外圈甲烷反应器斜管密度约为211根/m2。
所述的斜管区为蜂窝状六边形塑料管,优选内圈酸化反应器的斜管内切圆直径为100mm,外圈甲烷反应器的斜管内切圆直径60mm。
利用上述的一种改进的厌氧折流板污水生物处理设备进行污水处理,其处理过程如下:
污水通过进水管从改进的厌氧折流板污水生物处理设备上部进入中间套筒,在中间套筒底部通过管道进入酸化反应器的第一个上向流分区,水位上升到一定高度便从第一个上向流分区向两侧同时溢流,依次通过酸化反应器的下向流分区和上向流分区,最后汇集于酸化反应器末端的下向流分区,从该分区的底部通过管道进入甲烷反应器的第一个上向流分区,同酸化反应器一样,当水位上升到一定高度后向两侧同时溢流,依次通过下向流分区和上向流分区,最后汇集于甲烷反应器末端的上向流分区,处理后的清水通过出水管流出反应器。厌氧处理过程中产生的气体通过甲烷反应器顶部的排气管排出改进的厌氧折流板污水生物处理设备。为保证处理效果,优选污水在酸化反应器内的停留时间控制在4―16h,在甲烷反应器内的停留时间控制在12-48h。
本发明的有益效果
本发明的一种改进的厌氧折流板污水生物处理设备,通过在上向流分区增设斜管区,提高了反应器内污泥浓度,改善了污水处理效果,工艺运行可靠,出水水质可以达到国家排放标准或更高标准要求。相比于传统的斜管沉淀池,本发明的一种厌氧折流板污水处理设备增大了斜管区斜管的倾角,减小了有效沉淀系数,使得污泥不至于在反应器前部过量沉淀。
本发明的一种改进的厌氧折流板污水生物处理设备,酸化反应器斜管内切圆的直径大于甲烷反应器斜管区斜管内切圆的直径也是为了减少酸化反应器污泥的过量沉淀,同时甲烷反应器斜管内切圆直径减小有利于增大其内部污泥浓度。通过斜管区的污泥沉淀作用,不仅有效减少了污泥流失,而且在酸化反应器和甲烷反应器斜管区以下形成了悬浮污泥层,污泥浓度得到提高。
另外,本发明的一种改进的厌氧折流板污水生物处理设备,在ABR反应器的基础上实现了产酸相和产甲烷相的分离,使得产酸菌和产甲烷菌能在各自的适应的生存环境下生存,能更好的发挥各自的作用,达到高效处理废水的目的。





