
申请日2007.09.14
公开(公告)日2008.03.26
IPC分类号C02F9/14; C02F3/30; C02F103/36; C02F11/12; C02F1/66
摘要
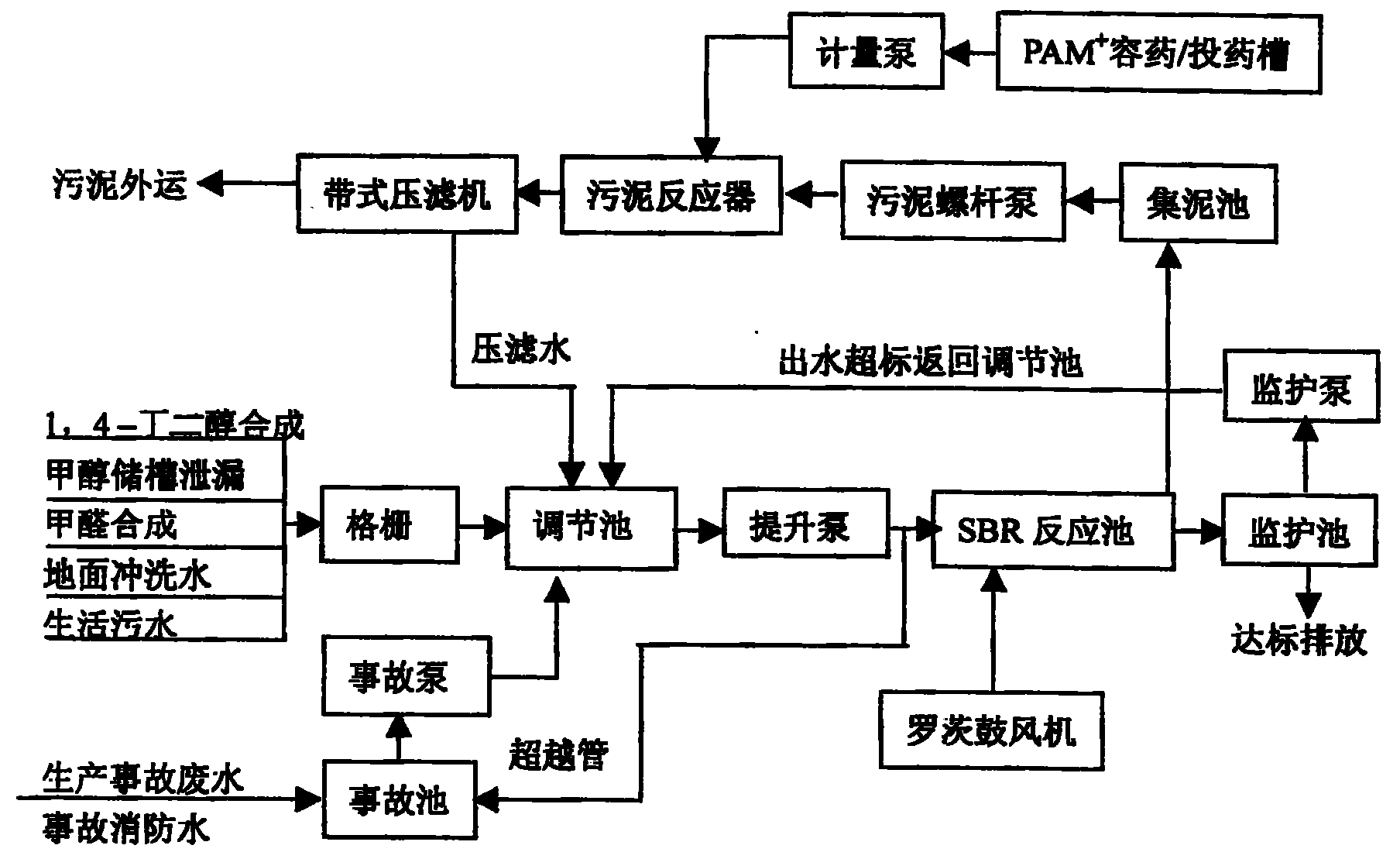
一种1,4-丁二醇生产废水的处理方法,属于废水处理方法,1,4-丁二醇生产废水先流经机械格栅,去除大的漂浮物,后进入调节池,经潜水搅拌机搅拌均匀,通过提升泵将废水送入SBR反应器处理,经曝气、沉淀、滗水、闲置工序完成一个周期,当MLSS在线监测仪的浓度大于8000mg/l时,自动打开液动排泥角阀进行排泥,当MLSS的浓度小于4000mg/l时,自动关闭排泥角阀,污泥通过压滤脱处理,滤饼外运,压滤水返回调节池再处理,排水进入监护池,在监护池中COD在线监测仪的监控下,达到国家《污水综合排放标准》GB8978-1996一级排放标准则外排,否则将自动启动监护泵送回调节池再处理,本发明能够处理毒性大、浓度高的有机废水,且投资小、见效快、出水水质稳定、便于管理和操作,完全能够实现自动化控制。
权利要求书
1.一种1,4-丁二醇生产废水的处理方法,由机械格栅、调节池、N-NH3 储槽、磷酸盐储槽、SBR反应器、罗茨鼓风机、监护池、事故池、集泥池及 污泥压滤系统组成,并辅以PH、COD、N-NH3、液位计、MLSS、DO、ORP 在线监测仪,其特征在于:1,4-丁二醇生产废水,先流经机械格栅,去除 大的漂浮物和较大的颗粒,后进入调节池,在调节池中设置有潜水搅拌机连 续搅拌,使原水充分混合均匀,通过提升泵将废水送入SBR反应器处理, 经曝气、沉淀、滗水、闲置工序完成一个周期;在曝气好氧阶段通过好氧微 生物降解有机物,并控制该阶段中DO浓度在3-4mg/L,DO在线监测仪与 罗茨鼓风机的变频器联锁,保证DO的浓度,ORP在线监测仪是用作判断好 氧阶段的氧化还原能力,即SBR反应器的处理能力;在进水和闲置阶段自 动启动潜水搅拌机搅拌,进行厌氧+缺氧反应,同时去除COD、N-NH3、TP, 在闲置阶段,当MLSS在线监测仪的浓度大于8000mg/L时,自动打开液动 排泥角阀进行排泥,当MLSS的浓度小于4000mg/L时,自动关闭排泥角阀, 污泥通过压滤脱水处理,滤饼外运,压滤水返回调节池再处理;排水进入监 护池,在监护池中COD在线监测仪的监控下,达到或优于国家《污水综合 排放标准》GB8978-1996一级排放标准则外排,否则将自动启动监护泵送回 调节池再处理。
2.根据权利要求1所述的一种1,4-丁二醇生产废水的处理方法,其特 征在于:在调节池设有PH、COD、N-NH3、液位计在线监测仪,控制来水 中的PH、COD、N-NH3,①当调节池中的COD大于1000mg/L时,自动启 动污水提升泵切换至事故池暂存,后从事故池少量的输送至调节池再处理; ②当调节池中的CH3OH和HCHO的浓度均大于50mg/L时,切换至事故池 暂存,后从事故池少量的输送至调节池再处理,因CH3OH、HCHO毒性大, 如果浓度超过50mg/L时,微生物数量逐步减少,甚至完全灭亡,活性污泥 上浮,出水水质恶化:③氮源和磷源的投加,由于1,4-丁二醇生产废水中 的氮源、磷源很少,当SBR反应器中混合液出水的C∶N∶P的比例失调时, 微生物的数量相应的减少,出水的水质也将得不到保证,故需设置氮源和磷 源投加储槽,在调节池中自动或人工定时投加,使出水中的COD、BOD5、CH3OH、 HCHO水质均达到或优于国家《污水综合排放标准》GB8978-1996一级排放标 准。
说明书
一种1,4-丁二醇生产废水的处理方法
技术领域:
本发明涉及废水处理方法,特别是一种1,4-丁二醇生产废 水的处理方法。
背景技术:
现有流行的技术是设置预沉池+调节池+厌氧池+缺氧池+好 氧池+二沉池的方法处理1,4-丁二醇生产废水。其缺点有:第一、工艺复 杂,控制点较多;第二、1,4-丁二醇生产废水中的有机物基本是低分子链 状的物质,则在厌氧段和缺氧段处理效果不明显;第三、占地面积大,一 次性投资成本高。
发明内容:
本发明的目的在于提供一种1,4-丁二醇生产废水的处理方 法,利用该方法处理1,4-丁二醇生产废水毒性大、投资小、见效快、出水 水质稳定、便于管理和操作,完全能够实现自动化控制。
本发明的构成:由机械格栅、调节池、N-NH3储槽、磷酸盐储槽、SBR 反应器、罗茨鼓风机、监护池、事故池、集泥池及污泥压滤系统组成,并 辅以PH、COD、N-NH3、液位计、MLSS、DO、ORP在线监测仪,1,4- 丁二醇生产废水,先流经机械格栅,去除大的漂浮物和较大的颗粒,后进 入调节池,在调节池中设置有潜水搅拌机连续搅拌,使原水充分混合均匀, 通过提升泵将废水送入SBR反应器处理,经曝气、沉淀、滗水、闲置工序 完成一个周期;在曝气好氧阶段通过好氧微生物降解有机物,并控制该阶 段中DO浓度在3-4mg/L,DO在线监测仪与罗茨鼓风机的变频器联锁,保 证DO的浓度,ORP在线监测仪是用作判断好氧阶段的氧化还原能力,即 SBR反应器的处理能力;在进水和闲置阶段自动启动潜水搅拌机搅拌,进 行厌氧+缺氧反应,同时去除COD、N-NH3、TP,在闲置阶段,当MLSS 在线监测仪的浓度大于8000mg/L时,自动打开液动排泥角阀进行排泥,当 MLSS的浓度小于4000mg/L时,自动关闭排泥角阀,污泥通过压滤脱水处 理,滤饼外运,压滤水返回调节池再处理;排水进入监护池,在监护池中 COD在线监测仪的监控下,达到或优于国家《污水综合排放标准》 GB8978-1996一级排放标准则外排,否则将自动启动监护泵送回调节池再 处理。
在调节池设有PH、COD、N-NH3、液位计在线监测仪,控制来水中的 PH、COD、N-NH3,①当调节池中的COD大于1000mg/L时,自动启动污 水提升泵切换至事故池暂存,后从事故池少量的输送至调节池再处理;② 当调节池中的CH3OH和HCHO的浓度均大于50mg/L时,切换至事故池暂 存,后从事故池少量的输送至调节池再处理,因CH3OH、HCHO毒性大, 如果浓度超过50mg/L时,微生物数量逐步减少,甚至完全灭亡,活性污泥 上浮,出水水质恶化:③氮源和磷源的投加,由于1,4-丁二醇生产废水中 的氮源、磷源很少,当SBR反应器中混合液出水的C∶N∶P的比例失调时, 微生物的数量相应的减少,出水的水质也将得不到保证,故需设置氮源和 磷源投加储槽,在调节池中自动或人工定时投加,使出水中的COD、BOD5、 CH3OH、HCHO水质均达到或优于国家《污水综合排放标准》GB8978-1996一 级排放标准。
与现有技术比较,本发明是由机械格栅、调节池、N-NH3储槽、磷酸 盐储槽、SBR反应器、罗茨鼓风机、监护池、事故池、集泥池及污泥压滤 系统组成,并辅以PH、COD、N-NH3、液位计、MLSS、DO、ORP在线监 测仪。它有以下优点:第一,1,4-丁二醇生产废水中的COD、BOD、CH3OH、 HCHO浓度变化大,毒性亦大,通过在线监测仪或人工监测其浓度,可适 时的调整工艺;第二,CH3OH、HCHO能够有效的去除,避免污染水源或 河流,无二次污染产生;第三,整套处理方法可以实现自动控制,易于管 理维护,占地面积约为现有处理工艺的2/3;第四,1,4-丁二醇生产废水的 处理方法处理效率高,一旦活性污泥驯化成熟后,将一定浓度毒物质转化 为无害化物质,能够保证出水的连续性和稳定性。





