申请日2019.12.26
公开(公告)日2020.04.07
IPC分类号C02F11/04; C02F11/18; C02F3/02; C02F101/16; C02F101/38
摘要
本发明公开了一种水热联合厌氧氨氧化的多相多级生物质污泥处理系统和方法,包括热水解反应器、换热器、水解产酸反应器、厌氧产甲烷-除氮反应器、好氧反应器和颗粒污泥分离富集器;所述热水解反应器与换热器连通,水解产酸反应器与厌氧产甲烷-除氮反应器连通,所述厌氧产甲烷-除氮反应器分别与换热器和颗粒污泥分离富集器连通;所述好氧反应器入液端与换热器连通,出液端与厌氧产甲烷-除氮反应器连通;本发明的目的在于针对目前污泥综合处理处置及末端排放的难点,将污泥进行水热强化水解后,进行联合厌氧及氨氧化处理,利用自身的水热强化水解技术优势,实现碳源自供,及综合产能、减排。
权利要求书
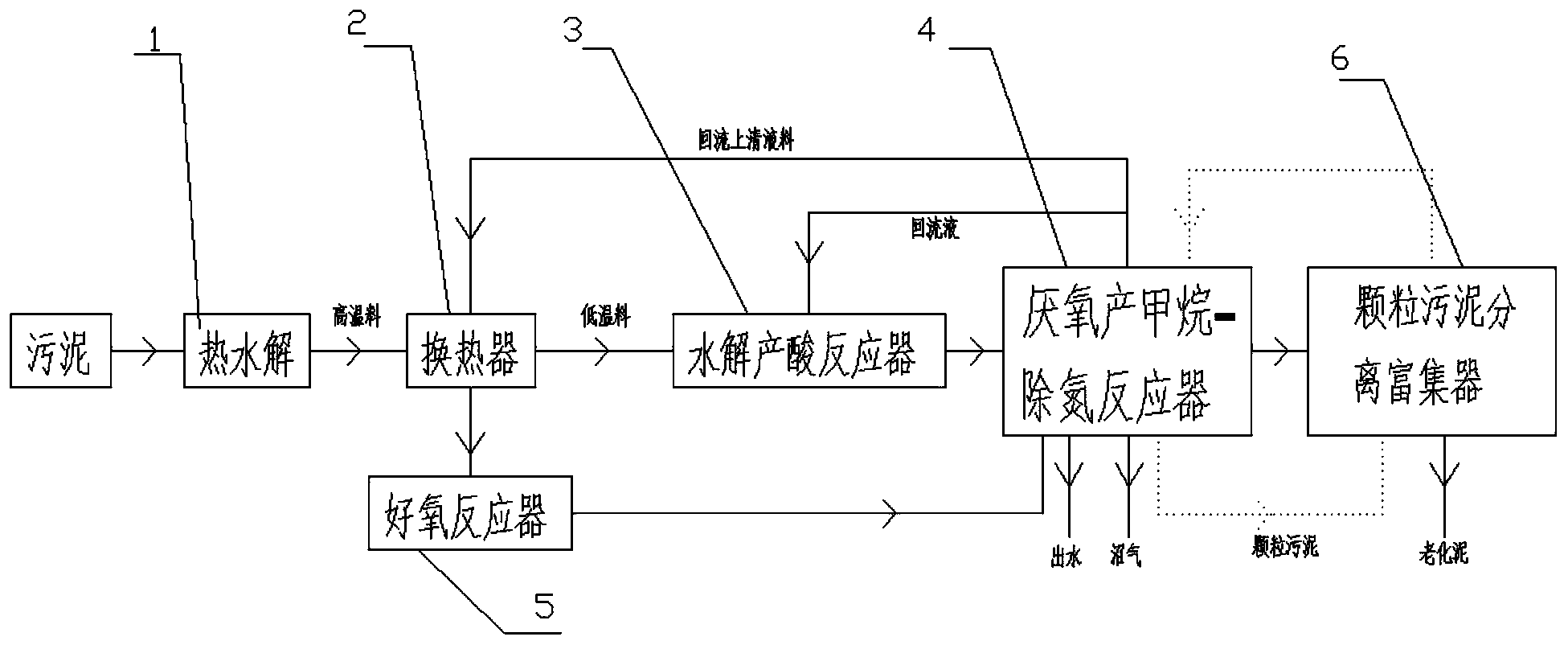
1.一种水热联合厌氧氨氧化的多相多级生物质污泥处理系统,其特征在于:包括热水解反应器、换热器、水解产酸反应器、厌氧产甲烷-除氮反应器、好氧反应器和颗粒污泥分离富集器;所述热水解反应器与换热器连通,水解产酸反应器与厌氧产甲烷-除氮反应器连通,所述厌氧产甲烷-除氮反应器分别与换热器和颗粒污泥分离富集器连通;所述好氧反应器入液端与换热器连通,出液端与厌氧产甲烷-除氮反应器连通。
2.如权利要求1所述的一种水热联合厌氧氨氧化的多相多级生物质污泥处理系统,其特征在于:所述厌氧产甲烷-除氮反应器包括进水口、出水口、出气口、回流口和好氧出水入液口;所述进水口与水解产酸反应器的出水端连通,所述回流口与换热器连通;所述好氧出水入液口与好氧反应器连通;所述进水口与回流口位于厌氧产甲烷-除氮反应器前端同侧位置,好氧出水入液口位于中后端位置。
3.如权利要求1或2所述的一种水热联合厌氧氨氧化的多相多级生物质污泥处理系统,其特征在于:所述厌氧产甲烷-除氮反应器为折流板式,所述厌氧产甲烷-除氮反应器包括多个折流腔,所述靠近进水口处的折流腔中设置有膜反应器,所述好氧出水入液口设置在靠近进水口处折流腔之后的折流腔上。
4.一种水热联合厌氧氨氧化的多相多级生物质污泥处理方法,其特征在于:包括以下步骤:
1)将污泥进行热水解反应;
2)热水解物料与滤液进行换热;
3)水热强化水解料进入水解酸化反应器,进行厌氧产酸反应;
4)水解酸化料进入厌氧产甲烷-除氮反应器,反应器前区为强化产甲烷菌的膜反应器,中后部为厌氧氨氧化折流反应区,厌氧消化滤液一部分滤液回流进行换热后,进入好氧反应器,剩余滤液与好氧反应器出水在折流板反应区进行脱氮反应;
5)厌氧消化滤液进入好氧反应器,进行短程反硝化反应,换热器提高滤液温度,出水进入产甲烷-氨氧化反应器进行脱氮;
6)对折流区厌氧氨氧化底泥进行反应器外富集及回流。
5.如权利要求4所述的一种水热联合厌氧氨氧化的多相多级生物质污泥处理方法,其特征在于:所述步骤1)中,水热处理的温度为150~220℃,压力0.48~2.5Mpa,反应时间为30~60min,产生固液混合浆料的TS含固率:10~15%。
6.如权利要求4所述的一种水热联合厌氧氨氧化的多相多级生物质污泥处理方法,其特征在于:所述步骤2)中,所述换热后出料温度为30~50℃。
7.如权利要求4所述的一种水热联合厌氧氨氧化的多相多级生物质污泥处理方法,其特征在于:所述步骤3)中,调节进料pH控制在7~7.3,温度30~45℃;反应为序批式,酸度累积至pH=6.5,上清液进入下一个反应器;底泥定期外排。
8.如权利要求4所述的一种水热联合厌氧氨氧化的多相多级生物质污泥处理方法,其特征在于:所述步骤4)中,厌氧氨氧化反应区:NO2--N:NH4+-N浓度控制在1.5~1,a:c约2:1。
9.如权利要求4所述的一种水热联合厌氧氨氧化的多相多级生物质污泥处理方法,其特征在于:所述步骤5)中,所述换热提高滤液温度在30-40℃;DO:0.5~1.0mg/L,pH8以上,游离氨浓度1~10mg/L。
10.如权利要求4所述的一种水热联合厌氧氨氧化的多相多级生物质污泥处理方法,其特征在于:所述步骤5)中,所述该步骤中设置曝气装置,对亚硝酸菌絮体进行分散,增强混合强度;缩短水力停留时间,使泥龄介于亚硝酸菌和硝酸菌的最小停留时间之间,将硝酸菌冲洗去除。
说明书
一种水热联合厌氧氨氧化的多相多级生物质污泥处理系统及方法
技术领域
本发明涉及污泥资源化及深度处理技术领域,尤其是一种水热联合厌氧氨氧化的多相多级生物质污泥处理系统及方法,实现污泥减量及资源化处理的同时,解决其滤液排放问题。
背景技术
近年来,“水热/热水解”的预处理方式,可以大幅改善污泥流动性,提升其厌氧消化性能、脱水性能,因此,得到了广泛的认可和应用,污泥水热/热水解联合厌氧消化,成为目前污泥处理行业的主流技术。
但经水热处理后,污泥中的有机物实现大部分的溶解和水解,水热污泥滤液含有较高浓度的氨氮(2000-3000mg/L)及总氮(3000-4000mg/L),尤其经常规厌氧消化后,氨氮浓度达到3000-3500mg/L,COD8000-10000mg/L,C/N比较低。这部分氨氮随污泥脱水压滤液回到污水处理系统,提高约10%~15%的氮负荷,会增加污水处理投资和运行费用。
如若进行单独的消化液处理,这部分消化液中的有机物大部分是难降解物质,很难再被生物降解。
在目前的现有技术中,对于生物质固体废弃物进行脱氮处理的处理对象只考虑到最终的消化滤液等各种污水,而不是污泥处理本身来入手;现有技术对于生物质固体废弃的处理流程是,首先对污泥进行处理,在处理污泥后的废水,在对废水进行脱氮处理,这样单项进行逐级处理,常规的工艺流程会对造成步骤的浪费,不仅浪费药剂,而且也会增加处理时间。
且已有的传统的脱氮工艺如A2/O工艺在处理污泥消化液时常常存在碳源不足、需投加大量无机碳源成本高和脱氮效果不好的问题,而且其较低的碳氮比也非常不利于生物脱氮。
发明内容
本发明的目的在于针对目前污泥综合处理处置及末端排放的难点,将污泥进行水热强化水解后,全量(不进行固液分离)进行联合厌氧及氨氧化处理,利用自身的水热强化水解技术优势,实现碳源自供,并且厌氧氨氧化处理对碳源本身的需求量低,耗氧量也低,综合实现节省物料供给,减少废料排放,同时实现污泥污水同步处理,并且同时脱氮处理,节约整体工艺步骤,节约药剂,减少处理时间。
本方案是这样进行实现的:
一种水热联合厌氧氨氧化的多相多级生物质污泥处理系统包括热水解反应器、换热器、水解产酸反应器、厌氧产甲烷-除氮反应器、好氧反应器和颗粒污泥分离富集器;所述热水解反应器与换热器连通,水解产酸反应器与厌氧产甲烷-除氮反应器连通,所述厌氧产甲烷-除氮反应器分别与换热器和颗粒污泥分离富集器连通;所述好氧反应器入液端与换热器连通,出液端与厌氧产甲烷-除氮反应器连通。
通过上述系统的综合处理,能使一体式反应器总氮去除率在86%~92%,COD去除率85%以上。
作为优选的,所述厌氧产甲烷-除氮反应器包括进水口、出水口、出气口、回流口和好氧出水入液口;所述进水口与水解产酸反应器的出水端连通,所述回流口与换热器连通;所述好氧出水入液口与好氧反应器连通;所述进水口与回流口位于厌氧产甲烷-除氮反应器前端同侧位置,好氧出水入液口位于中后端位置。
所述厌氧产甲烷-除氮反应器为折流板式,所述厌氧产甲烷-除氮反应器包括多个折流腔,所述靠近进水口处的折流腔中设置有膜反应器,所述好氧出水入液口设置在靠近进水口处折流腔之后的折流腔上。
在水解产酸反应后的混合液从进水口进入到厌氧产甲烷-除氮反应器中,溶液在第一个折流腔中与膜反应器进行反应,反应为:产甲烷反应,产物CH4+CO2或HCO3-;反应后的部分溶液(厌氧消化滤液)通过回流口回流到换热器中,在换热器中提升滤液温度,然后进行短程反硝化反应(NH4++O2==NO2-+2H++H2O),富集亚硝酸菌,使NO2-累积,COD去除30~35%;氨氮去除57%;亚硝酸氮生成。
进行反硝化反应后的液体通过好氧出水入液口进入到厌氧产甲烷-除氮反应器中后端的折流腔中,在厌氧产甲烷-除氮反应器中剩余的溶液与从好氧出水入液口进入的溶液进行脱氮反应(氨氧化反应:NH4++NO2-==2N2+2H2O),出水外排;上部为气体收集区。
在厌氧产甲烷-除氮反应器前端折流腔中产生甲烷,后端进行脱氨反应,将回流口设置在靠前侧的折流腔,可以使产甲烷反应后的溶液尽可能多的回流到换热器中,而好氧出水入液口设置在中后端的折流腔中,可以使两种反应的影响减少到最小,前端折流腔与中后端折流腔之间的大部分腔体是隔绝的,所有产甲烷反应与脱氮反应也是相对对立,能做到不不影响。
在本方案中,所述处理的污泥可以为餐厨垃圾、厨余垃圾、食品加工废物、园林废弃物、抗生素菌渣等任一生物质固体废弃物。
本发明提供一种水热联合厌氧氨氧化的多相多级生物质污泥处理方法,其特征在于:包括以下步骤:
1)将污泥进行热水解反应;
2)热水解物料与滤液进行换热;
3)水热强化水解料进入水解酸化反应器,进行厌氧产酸反应;
4)水解酸化料进入厌氧产甲烷-除氮反应器,反应器前区为强化产甲烷菌的膜反应器,中后部为厌氧氨氧化折流反应区,厌氧消化滤液一部分滤液回流进行换热后,进入好氧反应器,剩余滤液与好氧反应器出水在折流板反应区进行脱氮反应;
5)厌氧消化滤液进入好氧反应器,进行短程反硝化反应,换热器提高滤液温度,出水进入产甲烷-氨氧化反应器进行脱氮;
6)对折流区厌氧氨氧化底泥进行反应器外富集及回流。
作为优选的,所述步骤1)中,水热处理的温度为150~220℃,压力0.48~2.5Mpa,反应时间为30~60min,产生固液混合浆料,TS含固率:10~15%。
作为优选的,所述步骤2)中,所述换热后出料温度为30~50℃。
作为优选的,所述步骤3)中,调节进料pH控制在7~7.3,温度30~45℃;反应为序批式,酸度累积至pH=6.5,上清液进入下一个反应器;底泥定期外排。
作为优选的,所述步骤4)中,厌氧氨氧化反应区:NO2--N:NH4+-N浓度控制在1.5~1,a:c约2:1。
作为优选的,所述步骤5)中,所述换热提高滤液温度在30-40℃;DO:0.5~1.0mg/L,pH8以上,游离氨浓度1~10mg/L。在本步骤中的COD去除30~35%;氨氮去除57%;并且产生亚硝酸氮。
作为优选的,所述步骤5)中,所述该步骤中设置曝气装置,对亚硝酸菌絮体进行分散,增强混合强度;缩短水力停留时间,使泥龄介于亚硝酸菌和硝酸菌的最小停留时间之间,将硝酸菌最大程度冲洗去除。
所述亚硝化系统HRT为2~3h;厌氧氨氧化系统HRT4~5h。
在本申请中可以在回流口处设置泵体和阀门,用于控制分流以及回流总量,可以控制回流量只回流到化热器中进行后续反硝化反应;也可以将从回流口的回流液体进行再次分流,一部分回流到水解产酸反应器中,另一部分回流到换热器中,回流到水解产酸反应器中是为了保证厌氧产甲烷-除氮反应器中正负离子浓度近似于1:1,保证厌氧产甲烷-除氮反应器中反应充分与高效。
综上所述,由于采用了上述技术方案,本发明的有益效果是:
1、本发明中将污泥进行水热强化水解后,进行联合厌氧及氨氧化处理,利用自身的水热强化水解技术优势,实现碳源自供,及综合产能、减排。
2、本发明中将一体式反应器总氮去除率在86%~92%,COD去除率85%以上。
3、本发明中的甲烷-除氮反应器为折流板式厌氧氨氧化反应器,通过折流隔板实现前端折流腔进行产甲烷反应,中后端进行脱氮反应,通过折流板和折流腔使溶液能够缓冲减速,停留的时间更长,使反应充分进行,并且能使2个反应能相对独立并且快捷的进行反应。
4、本发明对污泥进行预处理,即对污泥进行水热处理,方便后续处理作业;能够实现对于污泥、残渣等生物质废物污染源的高效、快捷处理。
5、本发明中采用回流的方式,实现碳源自供,减少了外界碳源的输入,降低了生产制造成本。
6、本发明中厌氧氨氧化菌可利用亚硝酸盐作为电子受体将污水中的氨氮氧化为氮气,整个脱氮过程只需将50%的氨氮氧化为亚硝态氮,因此可节省62.5%的曝气量,减少50%的碱度消耗,脱氮过程不需要有机碳源,剩余污泥产量降低90%左右,脱氮过程温室气体排放量减少90%以上。(发明人谢非;荀锐;夏洲;邓舟;张超;陈科宇)

