
申请日2018.08.10
公开(公告)日2018.10.26
IPC分类号C02F9/04; C02F103/10; C02F101/10
摘要
本发明公开了一种采矿冶炼废水异常水质应急处理装置及方法,所述装置具有一级曝气池,一级曝气池后依次串联有一次沉淀池、“S”型曝气池、二次沉淀池和砂滤池,与一次沉淀池及二次沉淀池还配套连接有泥浆罐,在一级曝气池上方设有漂粉精投加罐和浓硫酸投加罐,在一次沉淀池上方设有絮凝剂投加罐,在“S”型曝气池上方设有重金属去除剂投加罐、漂粉精投加罐和氢氧化钠投加罐,砂滤池上方设有浓硫酸投加罐,所述一级曝气池及“S”型曝气池底部均设有曝气管,所述一次沉淀池及二次沉淀池底部均通过污泥泵及泥浆输送管向泥浆罐中输送泥浆;本发明适用于有色行业生产过程产生的含有重金属、COD、NH3‑N等一种或多种污染因子工业废水处理。
权利要求书
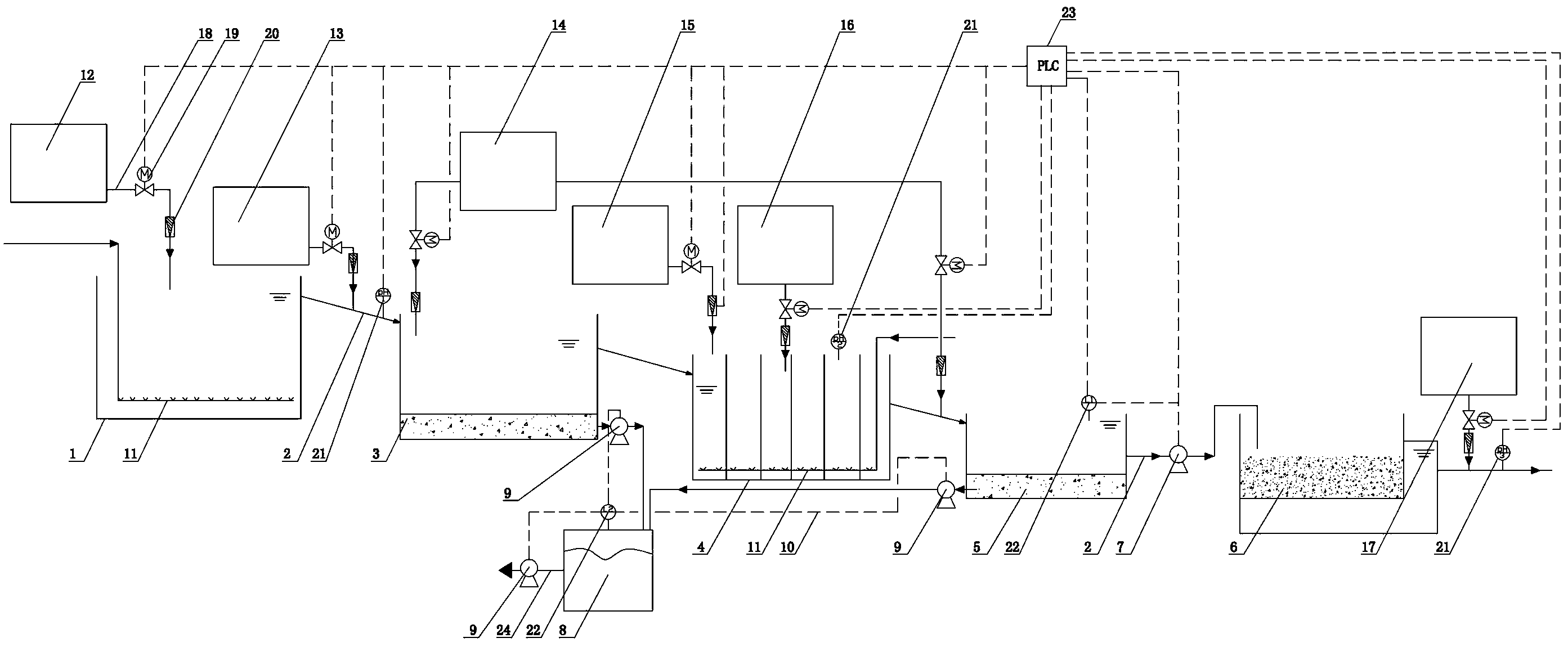
1.一种采矿冶炼废水异常水质应急处理装置,具有一级曝气池,其特征在于:一级曝气池后通过废水输送管依次串联有一次沉淀池、“S”型曝气池、二次沉淀池和砂滤池,二次沉淀池与砂滤池之间的废水输送管上设有废水输送泵,与一次沉淀池及二次沉淀池还配套连接有泥浆罐,一次沉淀池及二次沉淀池底部均通过污泥泵及泥浆输送管向泥浆罐中输送泥浆,所述一级曝气池及“S”型曝气池底部均设有曝气管;在一级曝气池上方设有漂粉精投加罐和浓硫酸投加罐,在一次沉淀池上方设有絮凝剂投加罐,在“S”型曝气池上方设有重金属去除剂投加罐、漂粉精或氢氧化钠投加罐,砂滤池上方设有浓硫酸投加罐,所述漂粉精投加罐、浓硫酸投加罐、絮凝剂投加罐及重金属去除剂投加罐及漂粉精或氢氧化钠投加罐下方均装有出液管,出液管上均装有电磁阀和电子流量计;在所述“S”型曝气池和一级曝气池出口处及砂滤池出口处的废水输送管上还装有pH在线监控装置,在所述二次沉淀池和泥浆罐上方设有液位在线监控装置。
2.根据权利要求1所述的一种采矿冶炼废水异常水质应急处理装置,其特征在于:还增设有一个PLC控制系统,所述PLC控制系统分别与各电磁阀、pH在线监控装置及液位在线监控装置控制连接,每个出液管下方的电磁阀与电子流量计联锁控制;所述浓硫酸投加罐出液管上的电磁阀还与各自的pH在线监控装置联锁控制,漂粉精或氢氧化钠投加罐出液管上的电磁阀与“S”型曝气池上方的pH在线监控装置联锁控制,废水输送泵与二次沉淀池的液位在线监控装置联锁控制,污泥泵与泥浆罐的液位在线监控装置联锁控制;泥浆罐通过出料管与压滤机相连接,泥浆罐的出料管上同样装有污泥泵,与泥浆罐的液位在线监控装置联锁控制。
3.根据权利要求1所述的一种采矿冶炼废水异常水质应急处理装置,其特征在于:所述一级曝气池、一次沉淀池、“S”型曝气池、二次沉淀池和砂滤池的位置依次降低布置。
4.利用如权利要求1或2或3所述的一种采矿冶炼废水异常水质应急处理装置处理异常水质的方法,其特征在于:时实监控废水处理系统进、出水水质,若进水水质连续6小时以上COD含量≥200mg/L或NH3-N≥15mg/L,或COD≥200mg/L且NH3-N≥15mg/L,则按下述步骤操作:
(1)将废水输入一级曝气池,按COD和氨氮总量的5-8倍投加漂粉精,反应10-15分钟,控制pH值为9-11;所述漂粉精中有效氯的含量大于60%;
(2)在一级曝气池的出口投加浓硫酸回调一级曝气池出液pH为6-8,使一级曝气池出液进入一次沉淀池中,向一次沉淀池进口处投加絮凝剂,使泥渣沉降;
(3)一次沉淀池的清液进入“S”型曝气池中,检测COD和氨氮的含量,在“S”型曝气池中部投加COD和氨氮总量5-8倍的漂粉精,反应10-15分钟,进一步去除废水中的COD和氨氮;
(4)“S”型曝气池反应后的液体进入二级沉淀池,向二级沉淀池进口处投加絮凝剂,使泥渣沉降,清液进入砂滤池,砂滤池出口用浓硫酸调节出水pH至6-9,达到排放标准正常排放即可;
上述处理过程中,一次沉淀池及二级沉淀池底部的泥浆由泥浆泵输送至泥浆罐中储存,泥浆罐中的泥浆储存至一定量后输送至压滤机中进行压滤,滤饼按固体废弃物标准进行管理,滤液返回一级曝气池循环处理;上述过程中,一级曝气池和“S”型曝气池底部的曝气管道中通入压缩空气,控制压缩空气压力为30-40KPa。
5.利用如权利要求1或2或3所述的一种采矿冶炼废水异常水质应急处理装置处理异常水质的方法,其特征在于:时实监控废水处理系统进、出水水质,若进水水质连续6小时以上重金属指标≥10mg/L,则按下述步骤操作:
(1)将废水输送至一级曝气池,一级曝气池出口废水投加浓硫酸调节pH至6-9,废水经一次沉淀池投加絮凝剂沉降;
(2)一次沉淀池中的清液进入“S”型曝气池,在“S”型曝气池入口处投加重金属去除剂,反应时间15-20分钟,然后在“S”型曝气池中段投加质量分数30%的氢氧化钠溶液,调节废水pH至10-12后,反应15-20分钟;所述重金属去除剂的投加量为废水中初始砷含量的100-150倍;
(3)将废水排入二级沉淀池,投加絮凝剂沉降泥渣后,清液进入砂滤池,砂滤池出口投加浓硫酸回调pH至6-9,达到排放标准正常排放即可;
上述处理过程中,一次沉淀池及二级沉淀池底部的泥浆由泥浆泵输送至泥浆罐中储存,泥浆罐中的泥浆储存至一定量后输送至压滤机中进行压滤,滤饼按固体废弃物标准进行管理,滤液返回一级曝气池循环处理;上述过程中,一级曝气池和“S”型曝气池底部的曝气管道中通入压缩空气,控制压缩空气压力为30-40KPa。
6.利用如权利要求1或2或3所述的一种采矿冶炼废水异常水质应急处理装置处理异常水质的方法,其特征在于:时实监控废水处理系统进、出水水质,若进水水质连续6小时以上COD含量≥200mg/L、NH3-N≥15mg/L且重金属指标≥10mg/L,则按下述步骤操作:
(1)将废水输送至一级曝气池中,按COD和氨氮总量的5-8倍投加漂粉精,反应10-15分钟,控制pH值为9-11;所述漂粉精中有效氯的含量大于60%;
(2)一级曝气池出口投加浓硫酸回调一级曝气池出液pH为6-8,进入一次沉淀池中,投入絮凝剂沉降泥渣;
(3)一次沉淀池清液进入“S”型曝气池中,在“S”型曝气池入口处投加重金属去除剂,反应时间15-20分钟,然后在“S”型曝气池中段投加质量分数30%的氢氧化钠溶液,调节废水pH至10-12后,反应15-20分钟;所述重金属去除剂的投加量为废水中初始砷含量的100-150倍;
(4)“S”型曝气池处理后的废水放入二级沉淀池,投加絮凝剂沉降泥沙后清液进入砂滤池,砂滤池出水回调pH至6-9,达到排放标准正常排放即可;
上述处理过程中,一次沉淀池及二级沉淀池底部的泥浆由泥浆泵输送至泥浆罐中储存,泥浆罐中的泥浆储存至一定量后输送至压滤机中进行压滤,滤饼按固体废弃物标准进行管理,滤液返回一级曝气池循环处理;上述过程中,一级曝气池和“S”型曝气池底部的曝气管道中通入压缩空气,控制压缩空气压力为30-40KPa。
7.利用如权利要求1或2或3所述的一种采矿冶炼废水异常水质应急处理装置处理异常水质的方法,其特征在于:时实监控废水处理系统进、出水水质,若出水水质中COD或重金属或NH3-N指标不符合《铜、镍、钴工业污染物排放标准》GB25467-2010排放限值的,将异常出水输入一级曝气池中,按照出水水质异常种类,根据权利要求4或5或6的方法进行相应处理。
8.根据权利要求4所述的一种采矿冶炼废水异常水质应急处理装置处理异常水质的方法,其特征在于:所述重金属去除剂是采用长沙赛恩斯环保科技有限公司生产的重金属去除剂,它是一种富含铁离子、多羟基、多羧基官能团的混合物。
说明书
一种采矿冶炼废水异常水质应急处理装置及方法
技术领域
本发明涉及工业废水治理技术领域,尤其涉及一种采矿冶炼废水异常水质应急处理装置及方法,本发明方法及装置可用于有色行业采矿、选矿、冶炼、加工等过程产生的含镉、砷、铅、锌、铜、COD、NH3-N等一种或多种污染因子工业废水应急处置。
背景技术
随着工业的迅猛发展,城市规模的不断扩大,我们赖以生存的环境遭受越来越严重的污染。尤其是冶金、化工、采矿等行业产生的废水具有潜在的危害性,特别是废水中的砷、铅、镉等重金属微浓度就具有更显著的生物毒性,直接危害人类的生存环境。现阶段,我国大多数企业采用中和沉淀法处理工业废水,该法具有工艺简单,废水处置成本低廉等优点。但是根据现有工业废水处理系统运行统计结果显示,常规的中和沉淀工艺处理废水占地面积大,处理速度慢,对废水的污染因子处理模式较为单一,虽然绝大多数时间出水水质满足国家排放标准的要求,但是难以应对突发的污染物种类变化,缺乏废水异常应急处理装置,一年中往往会有几次或更多频次出现水质恶化,难以满足持续达标的要求,同时水质恶化,废水处理系统往往需要较长时间的恢复时间。
分析原因,一是工厂检修过程的废水涉及多种污染因子,与日常生产产生的污染物含量区别较大;二是工厂自身生产工艺变化、废水处理设施的不正常运行及操作失误,严重影响了工业废水处理系统的正常运行;随着环保监管和处罚力度加大,异常水质情况对企业带来的生产压力、生产成本上涨都影响显著。
针对上述问题,有必要建立一套工业废水应急处理装置及处理方法,以应对突发异常废水或废水状态异常,避免不必要的异常废水排放带来的环保压力。
发明内容
本发明的目的就是针对目前现有的废水处理系统难以适应污染因子种类、污染物含量变化,废水处理系统应用范围狭窄,对突发的污染物泄露处理效果不佳,给企业带来较大的环保压力的问题,提供一种采矿冶炼废水异常水质应急处理装置及方法。
本发明的一种采矿冶炼废水异常水质应急处理装置,具有一级曝气池,一级曝气池后通过废水输送管依次串联有一次沉淀池、“S”型曝气池、二次沉淀池和砂滤池,二次沉淀池与砂滤池之间的废水输送管上设有废水输送泵,与一次沉淀池及二次沉淀池还配套连接有泥浆罐,一次沉淀池及二次沉淀池底部均通过污泥泵及泥浆输送管向泥浆罐中输送泥浆,所述一级曝气池及“S”型曝气池底部均设有曝气管;在一级曝气池上方设有漂粉精投加罐和浓硫酸投加罐,在一次沉淀池上方设有絮凝剂(PAM)投加罐,在“S”型曝气池上方设有重金属去除剂投加罐、漂粉精或氢氧化钠投加罐,砂滤池上方设有浓硫酸投加罐,所述漂粉精投加罐、浓硫酸投加罐、絮凝剂投加罐及重金属去除剂投加罐及漂粉精或氢氧化钠(NaOH)投加罐下方均装有出液管,出液管上均装有电磁阀和电子流量计;在所述“S”型曝气池和一级曝气池出口处及砂滤池出口处的废水输送管上还装有pH在线监控装置,在所述二次沉淀池和泥浆罐上方设有液位在线监控装置。
本发明还增设有一个PLC控制系统,所述PLC控制系统分别与各电磁阀、pH在线监控装置及液位在线监控装置控制连接,每个出液管下方的电磁阀与电子流量计联锁控制;所述浓硫酸投加罐出液管上的电磁阀还与各自的pH在线监控装置联锁控制,漂粉精或氢氧化钠投加罐出液管上的电磁阀与“S”型曝气池上方的pH在线监控装置联锁控制,废水输送泵与二次沉淀池的液位在线监控装置联锁控制,污泥泵与泥浆罐的液位在线监控装置联锁控制;泥浆罐通过出料管与压滤机相连接,泥浆罐的出料管上同样装有污泥泵,与泥浆罐的液位在线监控装置联锁控制。
本发明中所述一级曝气池、一次沉淀池、“S”型曝气池、二次沉淀池和砂滤池的位置依次降低布置,可以利用废水重力自动向下一级设备中输送,节省不必要的废水输送泵及电力资源。
本发明的一种采矿冶炼废水异常水质应急处理装置处理异常水质的方法,在于时实监控废水处理系统进、出水水质,若进水水质连续6小时以上COD含量≥200mg/L或NH3-N≥15mg/L,或COD≥200mg/L且NH3-N≥15mg/L,则按下述步骤操作:
(1)将废水输入一级曝气池,按COD和氨氮总量的5-8倍投加漂粉精,反应10-15分钟,控制pH值为9-11;所述漂粉精中有效氯的含量大于60%;
(2)在一级曝气池的出口投加浓硫酸回调一级曝气池出液pH为6-8,使一级曝气池出液进入一次沉淀池中,向一次沉淀池进口处投加絮凝剂,使泥渣沉降;
(3)一次沉淀池的清液进入“S”型曝气池中,检测COD和氨氮的含量,在“S”型曝气池中部投加COD和氨氮总量5-8倍的漂粉精,反应10-15分钟,进一步去除废水中的COD和氨氮;
(4)“S”型曝气池反应后的液体进入二级沉淀池,向二级沉淀池进口处投加絮凝剂,使泥渣沉降,清液进入砂滤池,砂滤池出口用浓硫酸调节出水pH至6-9,达到排放标准正常排放即可;
上述处理过程中,一次沉淀池及二级沉淀池底部的泥浆由泥浆泵输送至泥浆罐中储存,泥浆罐中的泥浆储存至一定量后输送至压滤机中进行压滤,滤饼按固体废弃物标准进行管理,滤液返回一级曝气池循环处理;上述过程中,一级曝气池和“S”型曝气池底部的曝气管道中通入压缩空气,控制压缩空气压力为30-40KPa。
本发明的一种采矿冶炼废水异常水质应急处理装置处理异常水质的方法,在于时实监控废水处理系统进、出水水质,若进水水质连续6小时以上重金属指标≥10mg/L,则按下述步骤操作:
(1)将废水输送至一级曝气池,一级曝气池出口废水投加浓硫酸调节pH至6-9,废水经一次沉淀池投加絮凝剂沉降;
(2)一次沉淀池中的清液进入“S”型曝气池,在“S”型曝气池入口处投加重金属去除剂,反应时间15-20分钟,然后在“S”型曝气池中段投加质量分数30%的氢氧化钠溶液,调节废水pH至10-12后,反应15-20分钟;所述重金属去除剂的投加量为废水中初始砷含量的100-150倍;
(3)将废水排入二级沉淀池,投加絮凝剂沉降泥渣后,清液进入砂滤池,砂滤池出口投加浓硫酸回调pH至6-9,达到排放标准正常排放即可;
上述处理过程中,一次沉淀池及二级沉淀池底部的泥浆由泥浆泵输送至泥浆罐中储存,泥浆罐中的泥浆储存至一定量后输送至压滤机中进行压滤,滤饼按固体废弃物标准进行管理,滤液返回一级曝气池循环处理;上述过程中,一级曝气池和“S”型曝气池底部的曝气管道中通入压缩空气,控制压缩空气压力为30-40KPa。
本发明的一种采矿冶炼废水异常水质应急处理装置处理异常水质的方法,在于时实监控废水处理系统进、出水水质,若进水水质连续6小时以上COD含量≥200mg/L、NH3-N≥15mg/L且重金属指标≥10mg/L,则按下述步骤操作:
(1)将废水输送至一级曝气池中,按COD和氨氮总量的5-8倍投加漂粉精,反应10-15分钟,控制pH值为9-11;所述漂粉精中有效氯的含量大于60%;
(2)一级曝气池出口投加浓硫酸回调一级曝气池出液pH为6-8,进入一次沉淀池中,投入絮凝剂沉降泥渣;
(3)一次沉淀池清液进入“S”型曝气池中,在“S”型曝气池入口处投加重金属去除剂,反应时间15-20分钟,然后在“S”型曝气池中段投加质量分数30%的氢氧化钠溶液,调节废水pH至10-12后,反应15-20分钟;所述重金属去除剂的投加量为废水中初始砷含量的100-150倍;
(4)“S”型曝气池处理后的废水放入二级沉淀池,投加絮凝剂沉降泥沙后清液进入砂滤池,砂滤池出水回调pH至6-9,达到排放标准正常排放即可;
上述处理过程中,一次沉淀池及二级沉淀池底部的泥浆由泥浆泵输送至泥浆罐中储存,泥浆罐中的泥浆储存至一定量后输送至压滤机中进行压滤,滤饼按固体废弃物标准进行管理,滤液返回一级曝气池循环处理;上述过程中,一级曝气池和“S”型曝气池底部的曝气管道中通入压缩空气,控制压缩空气压力为30-40KPa。
本发明中当出水水质中COD或重金属或NH3-N指标不符合《铜、镍、钴工业污染物排放标准》GB25467-2010排放限值的,将异常出水输入一级曝气池中,按照出水水质异常种类,根据上述相应方法进行相应处理。
本发明中所述重金属去除剂是采用长沙赛恩斯环保科技有限公司生产的重金属去除剂,它是一种富含铁离子、多羟基、多羧基官能团的混合物。
本发明中所用的漂粉精,可以采用双氧水、氯酸钠代替,所用的氢氧化钠溶液可以采用碳酸钠、氨基钠来代替,替换时采用相应的药剂量根据化学反应关系进行调整即可。
本发明的原理是:一级曝气池、“S”型曝气池通入压缩空气,使药剂与污染物有效混合,提高反应效率,同时增加溶氧量,有利于COD的去除和氨氮的吹脱;投加的漂粉精在水中形成次氯酸,达到去除氨氮及COD的目的,反应如下:
HClO→H++Cl-+[O]
2NH4++3HClO→N2+3H2O+5H++3Cl-。
“S”型曝气池所用的重金属去除剂由长沙赛恩斯环保科技有限公司生产,是一种富含铁离子、多羟基、多羧基官能团的混合物,通过对重金属进行配合―水解,形成非晶态沉淀物,达到去除废水中重金属的目的。
本发明中pH值调节、药剂投加、输送泵的运行等,均由PLC控制系统自动控制,实现废水应急处置的自动化运行;满足多种污染因子同时应急处置,抗冲击能力强,废水应急处理效果稳定;占地面积小,投资成本低,使用烧碱(NaOH)调节pH值,与传统的中和沉淀法相比,泥渣量小,可以广泛应用于采矿、冶炼、金属加工行业废水应急处理。
本发明装置及方法能够满足异常废水的处置,能显著降低废水氨氮、COD、重金属等指标,外排水满足《铜、镍、钴工业污染物排放标准》GB25467-2010排放限值,且操作简单,处理时间短,调控效果好,能够及时、稳定的处理异常废水,实现外排水持续达标,可广泛应用于废水治理行业。





